











 nueva página del texto (beta)
nueva página del texto (beta) Inglés (pdf)
Inglés (pdf)
 Artículo en XML
Artículo en XML Referencias del artículo
Referencias del artículo
 Enviar artículo por email
Enviar artículo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
PermalinkIntroduction
Celiac disease, also known as “gluten-sensitive enteropathy”, is defined as a chronic immune-mediated small intestinal mucosa inflammation in genetically predisposed individuals, that results in malabsorption due to atrophy of the intestinal villi (García-Almeida et al., 2012). Currently, the only effective treatment to prevent this disease is a strict gluten-free diet for life, which involves eliminating all foods containing cereals such as wheat, barley, and rye. Gluten-free foods have been produced and distributed for patients with celiac disease and gluten-related disorders, or people who want to follow a gluten-free diet due to the health benefits attributed to them, including weight loss and reduction of the risk of future gastrointestinal diseases (Bouasla and Wójtowicz, 2021). Among the most consumed foods by the population is pasta because it has low cost, is easy to prepare, versatile, has adequate sensory attributes, and has a long shelf life (Romano et al., 2021).
Due to its wide diffusion, the World Health Organization (WHO) and the Food and Drug Administration (FDA) consider pasta to be a good vehicle for nutrient incorporation, helping to improve the health of consumers (Foschia et al., 2013). Durum wheat semolina is the most used raw material for pasta production. However, there are different research works where raw materials rich in nutrients such as proteins, vitamins and minerals, and dietary fiber have been added during pasta production. The semolina has been partially replaced by unconventional flours of legumes such as pea (Torres et al., 2007) and chickpea (Saget et al., 2020). However, substituting wheat semolina is a technological challenge since gluten contributes to the development of the dough and prevents the disintegration of the pasta during cooking in hot water. Therefore, the substitution of this material for pasta production provides difficult structural properties to maintain the quality of this food during cooking and handling.
Rice (Oryza sativa L.) is a cereal that can be used instead of wheat to prepare gluten-free foods due to its characteristics of being colorless, a mild flavor, easy digestibility, and hypoallergenic (Qin et al., 2021). It is wanted to produce rice-based pasta with the addition of legumes, which are useful food ingredients for many final applications due to their high nutritional value, respect for the environment, and cost savings. Legumes are a good source of proteins, resistant starch, dietary fiber, vitamins, minerals, and bioactive compounds, such as phenolic acids and flavonoids. Among the technologies most used for the production of pasta is extrusion cooking, which presents high productivity favors, significant nutrient retention, and minimal processing time required compared to conventional cooking. There are different quality parameters in pasta, highlighting the cooking properties (cooking loss and cooking time), which can be influenced by the extrusion process and the raw materials used for its production (Bresciani et al., 2022). The high temperatures and shear stresses reached during the extrusion process, could cause damage to macromolecules such as starch, proteins, dietary fiber, phenolic compounds, and other functional compounds, affecting the quality of the pasta. Therefore, it is desirable to obtain the best extrusion processing conditions from the optimization through response surface methodology, a very important tool that can be used to obtain pasta with better properties (Jalgaonkar et al., 2019). Although, the mixture of cereals and legumes has been used for the development of extruded products, currently, no research papers have been found where broken rice and chickpeas are combined for the production of gluten-free pasta.
For the above, the aim of this work was to study the effects of the extrusion process on the physicochemical, phytochemical, and cooking properties of gluten-free pasta made from broken rice and chickpea flour.
Material and methods
Raw materials
The raw materials used in this research were broken rice (Oryza sativa L.), a by-product from the Ansera industry, and extruded chickpea (Cicer arietinum L.) flour donated by the Macfrut company. Both companies are located in Culiacan, Mexico. Broken rice flour was obtained by grinding this material in a hammer mill (Pulvex model 200, Mexico City, Mexico) and sieved to obtain products with a particle size < 420 μm. The raw materials ratio to produce GFP in the different treatments was obtained through a preliminary study, varying the content of CHF according to the experimental design (Table 1).
Tabla 1 Diseño experimental para el estudio de extrusión.
| Assay | Coded levels | Actual levels | ||||
|---|---|---|---|---|---|---|
| X1 | X2 | X3 | ET (°C) | SS (rpm) | CHF (%) | |
| 1 | -1 | -1 | -1 | 97 | 93 | 5 |
| 2 | 1 | -1 | -1 | 117 | 93 | 5 |
| 3 | -1 | 1 | -1 | 97 | 141 | 5 |
| 4 | 1 | 1 | -1 | 117 | 141 | 5 |
| 5 | -1 | -1 | 1 | 97 | 93 | 19 |
| 6 | 1 | -1 | 1 | 117 | 93 | 19 |
| 7 | -1 | 1 | 1 | 97 | 141 | 19 |
| 8 | 1 | 1 | 1 | 117 | 141 | 19 |
| 9 | -1.682 | 0 | 0 | 90.18 | 117 | 12 |
| 10 | 1.682 | 0 | 0 | 123.8 | 117 | 12 |
| 11 | 0 | -1.682 | 0 | 107 | 76.6 | 12 |
| 12 | 0 | 1.682 | 0 | 107 | 157.3 | 12 |
| 13 | 0 | 0 | -1.682 | 107 | 117 | 0.23 |
| 14 | 0 | 0 | 1.682 | 107 | 117 | 23.7 |
| 15 | 0 | 0 | 0 | 107 | 117 | 12 |
| 16 | 0 | 0 | 0 | 107 | 117 | 12 |
| 17 | 0 | 0 | 0 | 107 | 117 | 12 |
| 18 | 0 | 0 | 0 | 107 | 117 | 12 |
| 19 | 0 | 0 | 0 | 107 | 117 | 12 |
| 20 | 0 | 0 | 0 | 107 | 117 | 12 |
ET= extrusion temperature; SS: screw speed; CHF= Chickpea flour content.
Extrusion process
The GFP was produced by extrusion using a twin-screw extruder (Shandong Light, Model LT32L, China) with three heating zones. The temperature of the mixing/cooking zone varied according to the experimental design from 90.18 °C to 123.8 °C, whereas the temperature of the feeding and exit zones were kept constant at 75 °C and 80 °C, respectively. During the processing an output die with 2 circular openings of 2 mm was used. Also, two screws with a compression ratio of 2:1 were used, and the SS varied from 76.6 rpm to 157.1 rpm, according to the experimental design. Likewise, the moisture content of the mixtures was kept constant at 28 %. The obtained pasta was maintained in a room with ventilation and controlled temperature (25 ± 1 °C) for 24 h and then stored in sealed plastic bags at room temperature (25 ± 1 °C) until its analysis.
Proximal analysis
The proximal composition of the raw materials and the GFP obtained under optimal extrusion conditions were analyzed in triplicate according to the methodology reported by the AOAC (2012) for protein (960.52), fat (920.39), ash (923.03), moisture (925.10), and crude fiber (962.09). Also, carbohydrates were determined by the difference from the other components. The energy values of pasta were determined by multiplying the protein and carbohydrate values of the sample by their calorific value (4 kcal/100 g) and the fat value by its calorific value (9 kcal/100 g) (Bolarinwa and Oyesiji, 2021).
Cooking loss (CL)
The CL determination in pasta was carried out by using 50 g of product cut into 5 cm long pieces following the methodology described by AACC 16 - 50 (2000). This measurement denotes the solids lost in the cooking water. Three measurements were made for each treatment.
Cooking time (CT)
This measurement represents the time required for the dried central core to disappear when gently compressed between two glass plates (D’Egidio et al., 1990), and the experiments were performed in triplicate.
Color parameter b*
A tristimulus colorimeter (Minolta, CR-210, Tokyo, Japan) was used to measure the color parameter b*. Samples of pasta of different treatments were milled to a particle size less than 250 μm. The milled samples were placed in 5 cm Petri dishes, and three equidistant readings were done.
Total phenolic compounds (TPC)
The procedure described by Adom and Liu (2002) was used with some modifications for the extraction of free and bound fractions of phenolic compounds. This determination was performed using the Folin Ciocalteu spectrophotometric method, according to the procedure described by Heimler et al. (2006), with some modifications. Four replicates were performed for each treatment, measuring the absorbance at 760 nm with a Model 10 spectrophotometer, UV GENESYS, Series AQ7-2H7G229001, USA. The TPC values were obtained from the sum of free (FPC) and bound phenolic compounds (BPC), and the results were reported in mg gallic acid equivalents (GAE)/ g d.b.
Optimization
The optimization process was performed using the numerical method with the software Design-Expert 11.0 (Stat-Ease, Inc., Minneapolis, MN, USA). The response variables used to optimize were CT, CL, color parameter b*, and TPC. The optimization aimed to find the best processing conditions to obtain the lowest CT and CL values and the highest color parameter b* and TPC values. The criteria for carrying out the optimization process using the responses mentioned above, were values of CT < 11 min (found in a commercial rice pasta) and values of CL < 12 % (obtained in a commercial pasta). Also, another criterion was to obtain color b* values > 7.04 (found in a commercial rice pasta) and the highest TPC values. An increase in TPC is associated with greater antioxidant activity and with positive effects in reducing the incidence of different diseases. This information was used to evaluate the desirability function, which is one of the most widely used techniques for optimizing processes with multiple responses in the food industry, varying the desirability from 0 (lower) to 1 (higher), according to Myers and Montgomery (1995). Two experimental tests were carried out under optimal conditions, and CT, CL, color b*, and TPC were evaluated in triplicate by comparing their obtained values against the predicted values by the mathematical models.
Dietary fiber (DF)
The DF analysis was carried out according to the methodology described by the AOAC (2012), using the 985.29 method. This determination was performed in the control pasta (without chickpea), pasta obtained in the optimal processing conditions, and commercial pasta. This test is based on starch and protein removal using a TDF-100A enzyme kit (Sigma-Adrich, St. Louis, MO, USA), which consists of three enzymes: a heat-stable amylase, a protease, and an amyloglucosidase. The insoluble (IDF) and soluble (SDF) dietary fiber fractions were obtained by filtration.
Sensory analysis (SA)
The sensory acceptability of both, the GFP obtained under optimized conditions, and a commercial gluten-free pasta were evaluated. For this, 120 untrained panelists of both genders, over 18 years old, carried out the evaluation. A general acceptability test was performed using a 9-point hedonic scale, where 1 = dislike extremely, 2 = dislike very much, 3 = dislike moderately, 4 = dislike slightly, 5 = neither like nor dislike, 6 = like slightly, 7 = like moderately, 8 = like very much, and 9 = like extremely, according to the procedure reported by Lim (2011).
Statistical analysis
The statistical data were analyzed with a central composite rotatable experimental design with an α value = 1.682. The independent variables were ET (°C), SS (rpm), and CHF (%), with five levels for each factor (Table 1). For the multiple regression (MSR) and prediction of the experimental behavior of data, the quadratic models obtained with the statistical program Design Expert (Stat-Ease, 2018) version 11.0 were used. The mathematical model was:
Where Y i is the generic response, X 1 is the ET, X 2 is the SS, X 3 is the CHF, and b 0 , b 1 , b 2 , b 3 , b 11 , b 22 , b 33 , b 1 b 2 , b 1 b 3 , and b 2 b 3 are the regression coefficients. The mean comparisons were performed with the LSD Fisher test using the Design Expert statistical program (Stat-Ease, 2018) version 11.0.
Results and discussion
Proximal analysis
Table 2 shows the proximal composition of the raw materials, broken rice flour (BRF) and chickpea flour (CHF) used to produce the GFP, and the gluten-free optimized pasta (OP) and control pasta (CP) obtained under optimal processing conditions. The obtained values in BRF were similar to those reported by Feizollahi et al. (2018) in BRF from Hashemi and Tarom varieties. Also, the values found in CHF are slightly lower than those reported by Chávez-Ontiveros et al. (2022), except for carbohydrates. This could be due to the different processing conditions used to process the raw materials and the growing agronomic and temporal conditions. Likewise, the lipids, crude fiber, and ashes values obtained in OP are slightly lower than those reported by Sofi et al. (2020) in a gluten-free pasta made with rice flour and germinated chickpea of two different varieties (GNG 1581CF and GNG 469), whereas protein and carbohydrate contents were higher. The difference in the proximal composition between both research could be due to the chickpea germination process and the processing conditions used to produce the pasta. Likewise, OP showed higher values of ashes, proteins, and dietary fiber compared to CP, which could be due to the important contribution of these compounds by chickpea flour since CP only had broken rice in its composition. Also, OP showed higher ashes and protein content than commercial pasta (CRP and CWP).
Table 2 Chemical composition and energy value of the raw materials broken rice flour (BRF), chickpea flour (CHF), and control pasta (CP), optimal pasta (OP), commercial rice pasta (CRP), and commercial wheat semolina pasta (CWP).
Tabla 2 Composición química y valor energético de las materias primas harina de arroz quebrado (HAQ), harina de garbanzo (HG), y pasta control (PC), pasta óptima (PO), pasta de arroz comercial (PAC), y pasta de semolina de trigo comercial (PSTC).
| Sample | Dry weight (%) | Ash (%) | Protein (%) | Fat (%) | Crude fiber (%) | Carbohydrates (%) | Energy value (kcal/100 g) |
|---|---|---|---|---|---|---|---|
| Raw materials | |||||||
| BRF | 90.24 ± 0.01 | 0.63 ± 0.02 | 7.4 ± 0.01 | 0.45 ± 0.01 | 2.34 ± 0.17 | 89.18 ± 0.20 | 390.37 ± 0.03 |
| CHF | 93.76 ± 0.02 | 3.79 ± 0.03 | 19.83 ± 0.23 | 5.10 ± 0.23 | 9.48 ± 0.17 | 61.80 ± 0.10 | 372.42 ± 0.04 |
| Pasta | |||||||
| CP | 89.60 ± 0.02b | 0.58 ± 0.03d | 2.41 ± 0.4d | 0.01 ± 0.002c | 0.51 ± 0.04d | 96.49± 0.02a | 395.69 ± 0.02 |
| OP | 89.32 ± 0.01c | 1.04 ± 0.01a | 11.18 ± 0.01a | 0.04 ± 0.001b | 1.20 ± 0.01b | 86.54 ± 0.01c | 391.24 ± 0.02 |
| CRP | 91.23 ± 0.12a | 0.75 ± 0.01c | 3.03 ± 0.01c | 0.01 ± 0.001c | 0.98 ± 0.01c | 95.23 ± 0.01b | 393.13 ± 0.03 |
| CWP | 89.2 ± 0.02d | 0.88 ± 0.03b | 10.03 ± 0.01b | 0.2 ± 0.02a | 3.02 ± 0.01a | 85.87 ± 0.01c | 385.40 ± 0.02 |
Data are presented as mean ± standard deviation, means with different superscript letters in the same column are significantly different (LSD test; p < 0.05).
Regression coefficients and statistical analysis
The regression coefficients and analysis of variance for the response variables evaluated in pasta are shown in Table 3. The dependent variables were fitted to a second-order model. All the evaluated parameters showed a significant model (p < 0.001), with R2 adj values ≥ 0.77, and none of the parameters showed a lack of fit (p > 0.05). Statistical analysis (Table 3) indicated that the ET factor showed a significant effect (p < 0.05) in the linear term on CL, CT, and TPC. Whereas the SS factor has a significant effect (p < 0.05) in the linear term on the color parameter b*. Also, the CHF factor showed a significant effect (p < 0.05) in the linear term on b* and TPC. Likewise, the SS factor has a significant effect (p < 0.05) in the quadratic term on CL and CT. Also, the CHF has a significant effect (p < 0.05) in the quadratic term on CL and b*. Likewise, the analysis showed that the ET*SS interaction only presented a significant effect (p < 0.05) on TPC. The ET*CHF interaction showed a significant effect (p < 0.05) on CL, CT, b*, and TPC. Also, the SS*CHF interaction showed a significant effect (p < 0.05) on CL and CT.
Table 3 Regression coefficients of the models, significance levels, analysis of variance, and predicted/true values, in the optimization process of gluten-free pasta with addition of broken rice and chickpea flour.
Table 3 Coeficientes de regresión de los modelos, niveles de significancia, análisis de varianza, y valores predichos/reales en el proceso de optimización de pastas sin gluten con adición de arroz quebrado y harina de garbanzo.
| CL | CT | Color b* | TPC | |
|---|---|---|---|---|
| Intercept | 47.46 | 5.50 | 52.83 | 4.27 |
| Linear | ||||
| ET | 0.092 (0.001) | 0.0019 (<0.01) | -0.66 (0.393) | -0.022 (<0.001) |
| SS | -0.68 (0.064) | 0.32 (0.141) | -0.17 (0.011) | -0.062 (0.090) |
| CHF | -0.39 (0.079) | -0.18 (0.443) | 2.78 (0.011) | 0.22 (<0.001) |
| Quadratic | ||||
| ET | -- | -- | 0.003 (0.320) | -- |
| SS | 0.002 (<0.001) | 0.001 (0.003) | 8.33 (0.988) | -- |
| CHF | 0.042 (<0.001) | 0.008 (0.095) | -0.04 (<0.001) | -- |
| Interactions | ||||
| ET*SS | -- | -- | 0.001 (0.389) | 0.0005 (0.007) |
| ET*CHF | -0.01 (0.003) | -0.01 (0.032) | -0.19 (0.012) | -0.02 (0.002) |
| SS*CHF | 0.003 (0.008) | 0.005 (0.007) | 0.003 (0.213) | 0.0003 (0.105) |
| R2adj | 0.94 | 0.83 | 0.77 | 0.87 |
| CV (%) | 6.63 | 8.70 | 4.55 | 5.60 |
| p of F (model) | <0.001 | <0.001 | <0.001 | <0.001 |
| Lack of fit | 0.19 | 0.87 | 0.90 | 0.08 |
| Optimization | ||||
| Predicted values | 5.68 | 8.22 | 30.22 | 1.67 |
| True values | 5.84 ± 0.21 | 8.5 ± 0.5 | 31.03 ± 0.84 | 1.62 ± 0.29 |
ET= extrusion temperature; SS= Screw speed; CHF= Chickpea flour content; CL= Cooking loss; CT= cooking time; TPC = Total phenolic compounds; Numbers within brackets indicate significance levels, dashes indicate terms of model non-used.
Cooking loss (CL)
The loss of solids during the cooking process of pasta is undesirable since it is generated by the solubilization of compounds such as starches, proteins, and minerals, which pass into the cooking water. This loss causes pasta to lose its shape (Granito et al., 2014), and the CL can be attributed to amylose leaching. The effect of ET and CHF content on the CL of pasta at a constant level of SS = 117 rpm is presented in Figure 1a. It can be observed that the lowest CL values (< 6 %) occurred at high ET (>107 °C) combined with medium CHF contents (10-20 %). This can be attributed to the fact that by increasing the ET, the viscosity of the molten starch decreased, which reduced friction or shear in the extruder and the molecular degradation, decreasing the CL. This behavior coincides with the information presented by Jalgaonkar et al. (2019), who observed that in pasta production from wheat semolina and pearl millet, increasing ET caused a decrease in CL from 10 to 7 %. Also, the effect of SS and CHF content on CL at a constant level of ET = 107 °C is presented in Figure 1b. It can be observed that the lowest values of CL (< 6 %) occurred at intermediate values of SS (90-144 rpm) combined with intermediate to high values of CHF (8-18 %). This could be related to the decrease in starch proportion in the pasta when the CHF levels were increased due to the elevated protein values shown by this legume. This could have caused a strong interaction protein-water, thus reducing the diffusion coefficient of amylose in the cooking water. Another factor that could favor the decrease in CL is the protein-starch interaction, maintaining the structural integrity of the pasta (Padalino et al., 2015). This behavior is similar to that reported by Suo et al. (2022), who mentioned that the cooking losses were significantly reduced by increasing the chickpea content from 0 to 75 %, a cooking loss value lower than 12 % is considered acceptable for good quality pasta (Hoseney, 1999).
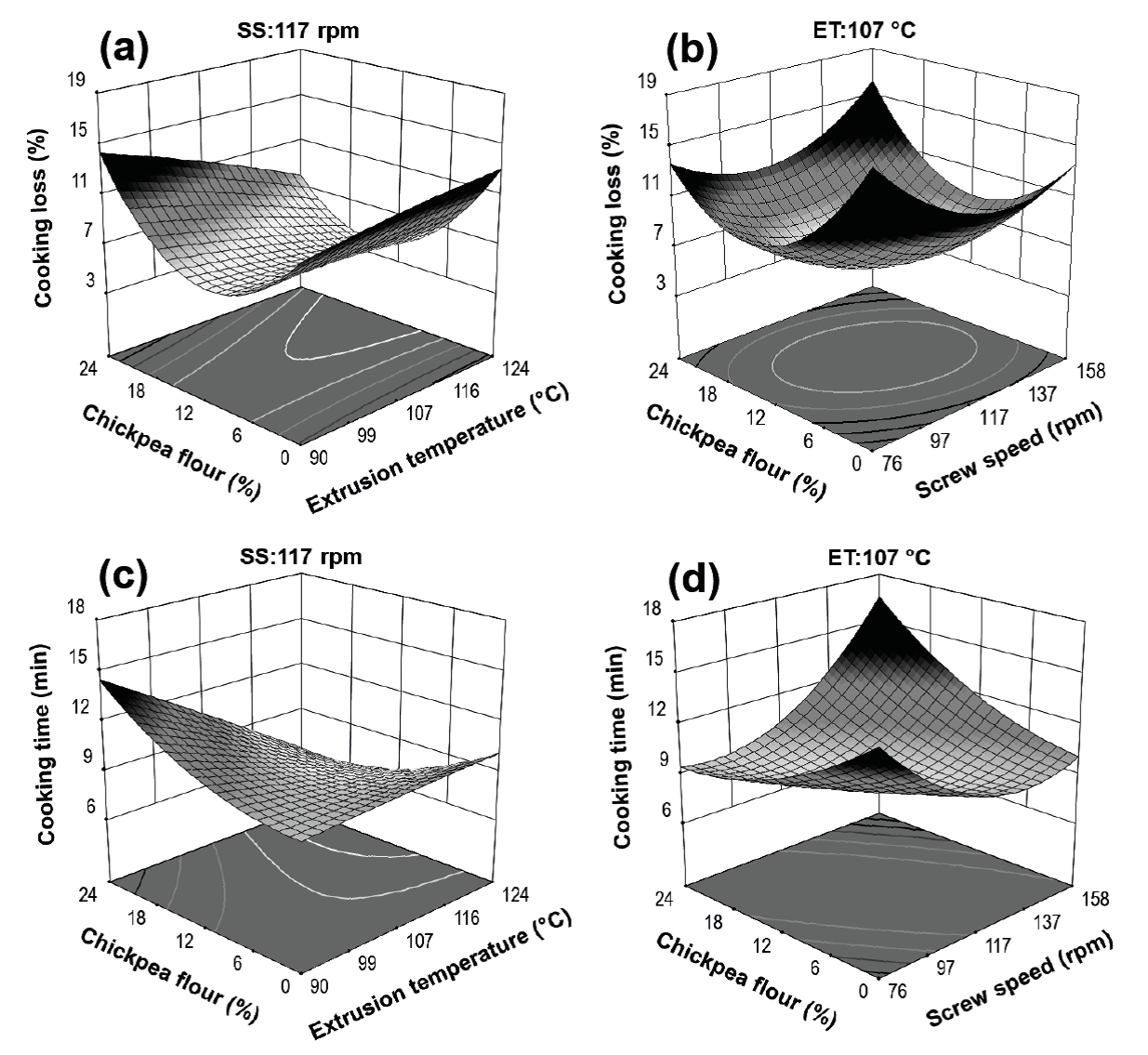
Figure 1 Effect of the extrusion temperature and the chickpea flour content on the cooking loss (a) and cooking time parameters (c); effect of the screw speed and the chickpea flour content on the cooking loss (b) and cooking time (d) parameters of gluten-free pasta.
Figura 1 Efecto de la temperatura de extrusión y del contenido de harina de garbanzo sobre los parámetros pérdida de sólidos por cocción (a), y tiempo de cocción (c); efecto de la velocidad de tornillo y del contenido de harina de garbanzo sobre los parámetros pérdida de sólidos por cocción (b) y tiempo de cocción (d) de pastas sin gluten.
Cooking time (CT)
The effect of ET and CHF content on the CT of pasta at a constant level of SS = 117 rpm is presented in Figure 1c. The lowest CT values (< 7 min) occurred at high ET (> 120 °C) and high CHF (> 14 %). This could be related to starch structure modifications and the different structural organization of the amorphous matrix generated by the high ET, which resulted in a more rapid softening of the pasta matrix due to the water absorption, possibly mediated by the higher content of protein and dietary fiber (Marti et al., 2010). This coincides with the behavior reported by Suo et al. (2022) who observed, in rice-based pasta, a decrease in CT from 11 to 7 min when increasing the chickpea flour content up to 75 %. Also, the effect of SS and CHF on the CT of pasta at a constant level of ET = 107 °C is presented in Figure 1d. The lowest CT values (< 8.5 min) occurred at medium to high SS values (117-144 rpm) in the entire CHF range. This behavior may be due to a higher gelatinization of the rice starch in these extrusion conditions, which formed a more compact structure, reducing the time for hydration. Wang et al. (2012) reported an increase in CT when increasing the SS and moisture content. These authors showed a positive correlation of this response with the expansion index and the percentage of gelatinized starch in pasta made from pea starch.
Color parameter b*
Color is a very important quality parameter for food consumers, and it is influenced by the raw materials used in the formulation of these materials (Coutinho et al., 2013). The effect of ET and CHF content on the color parameter b* for GFP at a constant level of SS = 117 rpm is presented in Figure 2a. It can be observed that the highest b* values (> 30) occurred at high CHF levels (10 - 21 %) in the entire range of ET. The high b* values obtained may be due to the high levels of yellow pigments found in chickpea flour (b* value = 19.40 ± 0.49), compared with rice flour (7.04 ± 0.25). The yellow pigmentation in chickpea may be due to the presence of the carotenoid compounds in this legume, mainly lutein and β-carotene (Kumar et al., 2020). Also, the decrease in the b* values at high ET (> 116 °C) may be due to the Maillard reactions or caramelization that produced a darkening in the extruded samples. This behavior may also be due to oxidation by enzymes during the extrusion processing, where the lipoxygenases affect the yellow carotenoid pigments, decreasing their coloration (Belton and Taylor, 2010). Likewise, the effect of SS and CHF content on the color parameter b* for pasta at a constant level of ET = 107 °C is presented in Figure 2b. It can be observed that the highest b* values (> 30) occurred at high SS (> 131 rpm) and CHF contents (14-21 %). The high color b* values at high SS could be due to the lower residence time of materials inside the extruder, diminishing the degradation of the yellow pigments in pasta due to the thermomechanical conditions. Also, the increase of b* at high CHF contents is similar to the behavior reported by Udachan and Sahoo (2017), who observed that the b* values increased from 17.91 to 28.62 in pasta where broken rice flour was replaced by defatted soy flour, being attributed to the greater yellow coloration of soy compared to the broken rice.

Total phenolic compounds (TPC)
The effect of ET and CHF on the TPC content in GFP at a constant level of SS = 117 rpm is shown in Figure 3a. The highest TPC values (> 1.86 mg GAE/ g d.b.) were found in two zones, one by combining low ET (< 107 °C) and high CHF content (> 21 %). This behavior could be related to the high phenolic compounds content found in chickpea flour (8.68 ± 0.25 mg GAE/ g d.b.). This value was higher than that found in the broken rice flour (1.03 ± 0.33 mg GAE/ g d.b.) used in this study. Also, the high TPC content at high ET (> 120 °C) and low CHF (< 8 %) content may be due to the release of bound phenolic compounds from both, chickpea flour and broken rice flour, as a result of the increase in ET. Herrera-Cazares et al. (2021) reported the ability of the extrusion process to release phenolic compounds due to the combined effect of ET and shear stress, which allows their potential solubilization and bioaccessibility during the digestion process. Likewise, the effect of ET and SS on the TPC content of pasta at a constant level of CHF = 12 % is shown in Figure 3b. The highest TPC values (> 1.86 mg EAG/ g d.b.) were found at high SS (> 140 rpm) and high ET (>116 °C). This behavior could be attributed to the release of the bound phenolic compounds found mainly in rice flour due to the thermomechanical effect of SS (Gujral et al., 2012). Also, the high ET could lead to an enhancement in the extraction of phenolic compounds by the modification in macromolecules such as complex carbohydrates (soluble and insoluble fiber), altering the cellular structures that caused the release of phenolic compounds from the matrix (Samyor et al., 2018).

Optimization
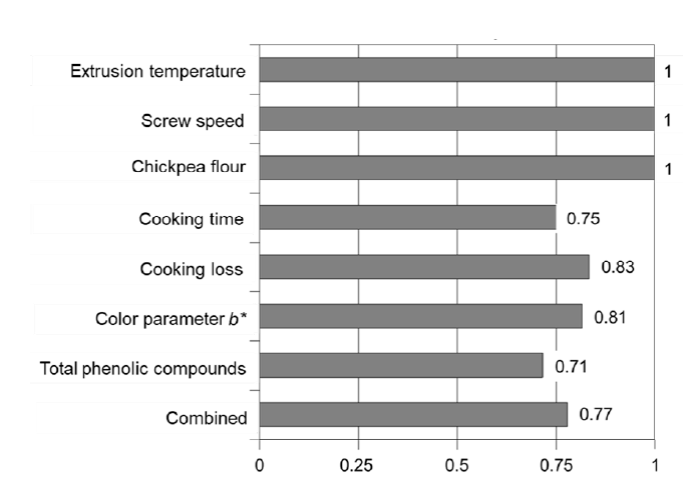
The optimization process was carried out to find the appropriate extrusion conditions to obtain the GFP with better physicochemical, phytochemical, and cooking properties. The criteria used for the optimization were lower CL and CT values, and higher TPC and color parameter b* values. The optimal conditions obtained by numerical optimization were ET = 117 °C, SS = 134.4 rpm, and CHF content = 12.57 %, with predicted values by the experimental design for CL = 5.68 %, CT = 8.22 min, color b* = 30.22, and TPC = 1.67 mg GAE/ g d.b. (Table 3). A global desirability value = 0.77 for the optimized conditions was obtained (Figure 4). According to Fabila-Carrera (1998), this desirability value is considered adequate.
The obtained experimental values for CL, CT, color b*, and TPC were compared with the predicted values for the validation of the optimization. In the validation (Table 3), an experimental value of CL = 5.84 % was observed, which was lower than that found in a commercial rice pasta (CRP) (9.71 ± 0.2 %) and commercial wheat semolina pasta (CWP) (13.21 ± 0.12 %). Likewise, a value of CT = 8.5 min was obtained, which was lower than that found in CRP (11 ± 0.3 min) and CWP (12.5 ± 0.3 min). Also, a color b* value = 31.03 was found, being lower than that found in the CWP (35 ± 0.92). Likewise, a TPC value of 1.62 mg GAE/ g d. b. was obtained, being higher than that found in CWP (0.6 ± 0.02 mg GAE/ g d. b.). Also, the results obtained in the validation were similar to the values predicted by the mathematical models. Therefore, the models used for each variable of response are valid to find the optimal extrusion processing conditions to obtain GFP with adequate physicochemical, phytochemical, and cooking properties.
Dietary fiber (DF)
DF values for raw and processed control pasta (CP) without chickpea, raw and processed optimized pasta (OP), and processed commercial rice pasta (CRP) are shown in Table 4. It can be observed that for CP and OP treatments, the values of total (TDF), insoluble (IDF), and soluble dietary fiber (SDF) were higher (p < 0.05) in the materials processed by extrusion compared with the unextruded mixture. The higher content of TDF and IDF after extrusion may be due to the formation of resistant starch, whereas the increase in SDF is associated with the formation of smaller, more soluble molecules due to the breaking of covalent and non-covalent bonds in carbohydrates and proteins (Menis-Henrique et al., 2020). In addition, the OP showed higher TDF, IDF, and SDF levels (p < 0.05) concerning the CP. This behavior may be due to the higher TDF, IDF, and SDF levels (15.44 ± 0.14 %, 9.25 ± 0.06 %, and 6.19 ± 0.13 %, respectively) presented by the chickpea flour, in comparison to those of TDF, IDF, and SDF (2.26 ± 0.04 %, 1.36 ± 0.02 %, and 0.90 ± 0.01 %, respectively) shown by the broken rice flour was used for the production of the gluten-free pasta. Also, the lowest values were presented in the CRP.
Table 4 Dietary fiber content of the control pasta and pasta obtained under optimal conditions, at the different processing stages (unextruded mixture (UM) and extruded pasta (EP)).
Tabla 4 Contenido de fibra dietaria de la pasta control (PC) y pasta obtenida bajo condiciones óptimas de procesamiento (PO) en las diferentes etapas de procesamiento (mezcla sin extrudir (MSI) y pasta extrudida (PE)).
| Product | Processing stages | Dietary fiber (%, db) | ||
|---|---|---|---|---|
| Insoluble dietary fiber (IDF) | Soluble dietary fiber (SDF) | Total dietary fiber (TDF) | ||
| Control pasta (CP) | Unextruded mixture (UM) | 1.39±0.19b | 1.01±0.32b | 2.40±0.51b |
| Extruded pasta (EP) | 1.75±0.28a | 1.55±0.15a | 3.30±0.43a | |
| Optimal pasta (OP) | Unextruded mixture (UM) | 3.76±0.13b | 2.18±0.05b | 5.94±0.18b |
| Extruded pasta (EP) | 4.10±0.22a | 3.86±0.14a | 7.96±0.36a | |
| Commercial rice pasta | 0.65±0.12 | 0.41±0.22 | 1.06±0.34 | |
Data are presented as mean ± standard deviation, the dietary fiber values with different superscript letters in each column for the CP and OP products when comparing the different processing stages (UM and EP) are significantly different (LSD test. p < 0.05).
Sensory analysis (SA)
The results of the general acceptability test for the gluten-free pasta (OP) obtained under optimal processing conditions (ET = 117 °C, SS = 134.4 rpm, and CHF = 12.57 %) are shown in Figure 5. Most of the panelists (29 %) answered “like slightly” (value 6 on the hedonic scale (HS)), being 11.5 % women and 17.5 % men. The sensory analysis results for the general acceptability test showed that approximately 79.2 % of the panelists indicated a degree of acceptance ≥ 5 of the HS. The mean comparison test of the optimized pasta (OP) indicated that there was no statistically significant difference (p < 0.05) in the general acceptability of gluten-free pasta between men and women. Also, in the commercial rice pasta (CRP), the sensory analysis results showed that approximately 81.4 % of the panelists indicated a degree of acceptance ≥ 5 of the HS. The general acceptability results in CRP were slightly higher than those obtained in OP. However, the general acceptability results obtained in the OP made from broken rice and chickpea flour can be considered positive, in addition to obtaining a gluten-free pasta, whose consumption could reduce the problem of celiac disease among the population.
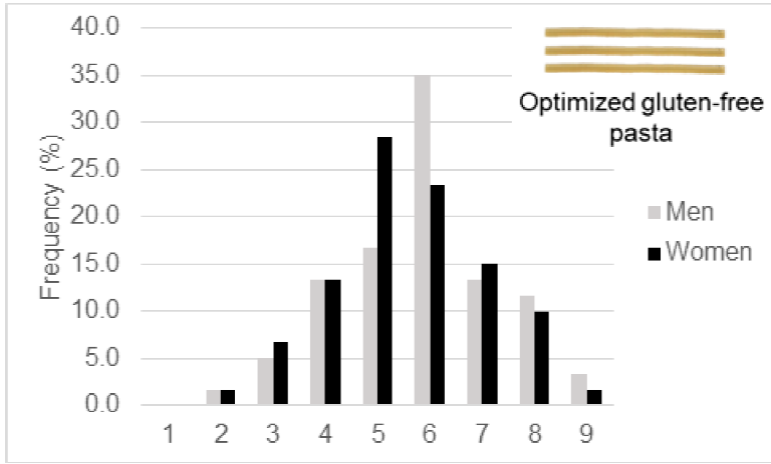
Figure 5 Frequency analysis in the general acceptability test (1 = dislike extremely, 2 = dislike very much, 3 = dislike moderately, 4 = dislike slightly, 5 = neither like nor dislike. 6 = like slightly, 7 = like moderately, 8 = like very much, 9 = like extremely) in the sensory analysis of the optimized gluten-free pasta (OP).
Figura 5 Análisis de frecuencia en la prueba de aceptabilidad general (1 = Me disgusta extremadamente, 2 = Me disgusta mucho, 3 = Me disgusta moderadamente, 4 = Me disgusta ligeramente, 5 = Ni me gusta ni me disgusta, 6 = Me gusta ligeramente, 7 = Me gusta moderadamente, 8 = Me gusta mucho, 9 = Me gusta extremadamente) en el análisis sensorial de la pasta sin gluten optimizada (PO)
Conclusions
It is possible to obtain gluten-free pasta with adequate physicochemical, phytochemical, and cooking properties using the extrusion process, and employing broken rice and chickpea flour as raw materials. The addition of chickpea flour allowed us to obtain pasta with better nutritional/nutraceutical properties, since its addition increased phenolic compounds, proteins, and dietary fiber content. Furthermore, gluten-free pasta was obtained with sensory properties similar to commercial pasta. Also, using broken rice to produce gluten-free pasta could reduce the waste of this material, which is a rice milling by-product. The consumption of pasta is an alternative for consumers with celiac disease because this food is gluten-free and has appropriate quality characteristics, whose consumption could eventually have benefits on human health.

