




![Protocolos de extracción de ARN total a partir del tejido embrionario de nuez pecanera (Carya illinoinensis [Wangenh.] K. Koch)](/img/es/next.gif)






 texto en
texto en  Inglés (pdf)
Inglés (pdf)
 Artículo en XML
Artículo en XML Referencias del artículo
Referencias del artículo
 Enviar artículo por email
Enviar artículo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
PermalinkIntroduction
The particle board production in Chile has been mainly based on the use of wood residues from sawmills and remanufacturing; however, the availability of this raw material has decreased significantly, due to its use as biomass for boilers and fuel pellet production. Therefore, it is necessary to evaluate other sources of raw material to supply the domestic demand for particleboard (Gysling & Soto, 2018; Instituto Forestal [INFOR], 2014, 2019a). An alternative is the use of agricultural residues, which are widely available in central Chile, particularly maize (Zea mays L.). Between 2014 and 2016, only in the Bío-Bío Region, the availability of maize residues varied between 670 000 and 911 000 t without including corncobs (Ruiz, Wolff, & Claret, 2017). This represents an opportunity to recover the lignocellulosic material present in crop residues derived from the agroindustrial sector. These figures show the potential of maize residues as raw material for the production of PB (particle board) and MDP (medium density particleboard), which totaled 544 000 m3, equivalent to 380 000 t of finished product in 2019 (INFOR, 2019b). The availability of maize residues exceeds the amount of particle board produced, so there is evidence that this lignocellulosic residue can supply, even if only partially, the particleboard industry. In general, these raw materials tend to be lower cost and have desirable attributes for consumers as they are evaluated as sustainable products that reduce environmental impact, which represents an opportunity for both the agricultural and particleboard industries (Balboa & Somonte, 2014; Chávez & Rodríguez, 2016).
Several studies have evaluated the physical and mechanical properties in particle board from agricultural residues for non-structural construction use (Akgül, Güler, & Çöpür, 2010; Amenaghawon, Osayuki-Aguebor, & Okieimen, 2016; Garay, MacDonald, Acevedo, Calderón, & Araya, 2009; Gϋler, Sahin, & Yeniay, 2016; Scatolino, Silva, Mendes, & Mendes, 2013); the results vary according to the particle size and the proportion of residues used. This evidences the growing need to evaluate alternative sources of raw material for the PB industry; however, it is required to consider the characteristics of these and the process variables, to know their effect on the physical and mechanical properties of the board.
To promote the use of P. radiata PB combined with maize residues, it is necessary to comply certain quality requirements for these products. Therefore, the objective of this research was to evaluate the effect of the replacement level of maize and P. radiata residue particles on physical and mechanical properties of the boards. The results of this initiative aim to contribute to the valorization of one of the main agricultural residues in Chile, which in turn would compensate for the shortage of raw material in the board industry.
Materials and Methods
Source of raw material
Maize residues were taken from the Huilquilemu sector in the province of Talca, Maule Region. This area has a warm temperate climate with a dry season lasting four to five months, marked thermal contrasts and abundant frontal precipitation in winter, averaging 750 mm∙yr-1 (Dirección Meteorológica de Chile [DMC], 2001). Pinus radiata wood particles were provided by the company MASISA MAPAL plant located in Coronel, province of Concepción; at the time of reception, they had moisture content between 2 % and 4 %, which was determined as specified by the NCh 176/1 standard (Instituto Nacional de Normalización [INN], 2019).
Raw material preparation
Maize residues were transported to the Adhesives and Composite Materials Laboratory of the Universidad del Bío-Bío, here these residues were placed in a Binder oven at 80 °C until reaching a humidity between 10 and 15 %. The density was determined according to ASTM D2395 (American Society for Testing and Materials [ASTM], 2017).
The material was ground in a Ming Lee mill and then sieved to the size required by the particleboard industry, based on ASTM C-136 (ASTM, 2001a) and ASTM E-11-01 (ASTM, 2001b). For this purpose, sieves of 6.3, 4.75, 2.36, 1.19, 0.425 and 0.25 mm mesh openings were used. The fractions were grouped into a batch of fine particles (sieves between 0.25 and 2.36 mm) for the production of the board faces and another batch of thick particles (sieves between 2.36 and 6.3 mm) for the center of the boards. Both batches were dried in an oven until they reached a final moisture content between 2 % and 4 % to be pressed.
Boards production and experimental design
The boards were manufactured at the Dieffenbacher laboratory press of MASISA's MAPAL plant. Batches were formed with the proportions of maize residues glued with urea-formaldehyde adhesive in a laboratory rotary mixer in batches of thick particles (center of the board) and thin particles (faces of the board) for 180 ± 10 seconds. The adhesive ratio was 7.5 % and 9.5 % for the outer and inner layers respectively, with a weight ratio of 50 % per layer and a final thickness of 10 mm. Catalyst was added only in the middle layer and a water repellent (solid paraffin) in both outer layers of the boards.
In a 300⨯300 mm mold, half of the fine particles were added to the face of the board, coarse particles to the center, and another half of fine particles to the opposite face. Each board was cold pressed and then hot plate pressed (Dieffenbacher brand) for consolidation at 200 °C, maximum specific pressure of 26 kg∙cm-2 and total time of 110 seconds.
The experimental design was completely randomized. The replacement of P. radiata wood particles with maize residues was considered in five proportions: 0, 5 %, 10 %, 20 % and 30 %. Four repetitions per proportion were used and the operational variables of the pressing process were kept constant, as well as the grammage of the urea-formaldehyde adhesive.
Sampling and properties studied
Modulus of elasticity (MOE) and modulus of rupture (MOR) in bending were evaluated according to EN 310 (European Committee for Standardization [EN], 1993c), and perpendicular tensile strength or internal bond (IB) with EN 319 (EN, 1993b). The physical properties absorption and swelling were determined according to EN 317 (EN, 1994), board density with EN 323 (EN, 1993) and moisture with EN 322 (EN, 1993d). Samples were extracted as shown in Figure 1 to meet the requirements of the above- mentioned standards.

Statistical analysis
A descriptive analysis of the results was carried out, determining the measures of central tendency and dispersion. The data were analyzed by ANOVA and Tukey's test (P = 0.05) to detect the effect of each level of replacement of P. radiata wood particles with maize residues (0, 5 %, 10 %, 20 % and 30 %) on the physical (AB, DEN, swelling and moisture) and mechanical (MOE, MOR and IB) properties. Finally, the results per condition were compared with the standard used by the company. All analyses were carried out with the statistical package Statgraphics Centurion XVI (Statgraphics Centurion, 2013).
Results and Discussion
Physical properties of maize residues
Maize residues had a mean density of 104.7 kg∙m-3 with a standard deviation of 9.2 kg∙m-3, which yielded a coefficient of variation of 8.8 % evidencing low density dispersion. These results were similar to that reported by Tumuluru (2014), who recorded a density of 111 kg∙m-3. Moreover, it was also corroborated the lower density of maize residues compared to P. radiata wood, with values ranging between 367.8 and 385.9 kg∙m-3 for juvenile wood and between 448.4 and 476.8 kg∙m-3 for mature wood (Barrios, Trincado, & Watt, 2017). Table 1 shows the particle size distribution of fine and thick particles of maize residues and P. radiata; both showed a distribution similar to that used in the board industry.
Table 1 Particle size of maize residues and Pinus radiata wood for board production.
| Sieve number | Sieve size | Maize residues (%) | Wood particle (%) | ||
|---|---|---|---|---|---|
| (mm) | Thick | Fine | Thick | Fine | |
| - | 0 | 0.0 | 3.8 | 2.3 | 2.8 |
| 60 | 0.25 | 0.4 | 7.3 | 2.4 | 6.9 |
| 40 | 0.425 | 7.0 | 50.5 | 13.8 | 39.1 |
| 16 | 1.19 | 38.4 | 37.1 | 43.0 | 45.3 |
| 8 | 2.36 | 42.2 | 1.1 | 29.8 | 4.9 |
| 4 | 4.75 | 5.6 | 0.2 | 5.1 | 1.0 |
| ¼ in | 6.3 | 6.4 | 0.0 | 3.6 | 0.0 |
Physical properties of boards
The results of the physical properties, industrial requirements and tolerances accepted for the boards produced with different replacement levels are detailed in Table 2, while the variation of performance compared to the replacement level can be seen in Figure 2.
Board thickness
Board thickness (10.11 mm to 10.42 mm) showed no significant differences (P > 0.05) between the proportions of maize residues evaluated, with a difference of less than 0.3 mm between each replacement level (Table 2; Figure 2a).
Table 2 Physical properties of Pinus radiata boards made with different proportions of maize residues.
| Physical properties | Maize residue proportions (%) | IR | Tolerance | ||||
|---|---|---|---|---|---|---|---|
| 0 | 5 | 10 | 20 | 30 | |||
| Board thickness (mm) | 10.42 a | 10.22 a | 10.11 a | 10.15 a | 10.40 a | n. s. | - |
| Density (kg∙m-3) | 752 a | 766 a | 780 a | 779 a | 798 a | 720 | ± 20 |
| Moisture (%) | 6.3 a | 6.2 a | 6.2 a | 6.3 a | 6.3 a | 8 | ± 3 |
| Swelling 2 h (%) | 5.4 a | 4.8 a | 5.7 a | 6.6 b | 8.2 c | <8 % | - |
| Absorption 2 h (%) | 12.4 a | 12.4 a | 13.1 a | 15.6 b | 17.6 c | <40 % | - |
| Swelling 24 h (%) | 20.1 a | 20.1 a | 19.3 a | 21.2 a | 26.3 b | <50 % | - |
| Absorption 24 h (%) | 44.6 a | 45.3 a | 41.2 a | 45.9 a | 58.8 b | ns | - |
Note: Mean values (n = 4) with equal letters indicate that the physical properties are not significantly different between maize residue proportions evaluated, according to the HSD Tukey test (P-value < 0.05). IR: industrial requirement of the MASISA plant, ns.: not specified.
Moisture content
The moisture content of the boards (6.2 % to 6.3 %) showed no significant differences (P > 0.05) between the proportions evaluated (Table 2; Figure 2B), fulfilling the industrial requirement for conventional particleboard. Garay et al. (2009) mention that the boards should have between 5 % and 7 % moisture content, which indicates that linear expansion and stability are within acceptable limits. Furthermore, the A208.1 (American National Standard Institute [ANSI], 1999) establishes that the moisture content should not exceed 10 %, so this requirement is also met.
Density
Density ranged from 752 and 798 kg∙m-3, increasing non-significantly with the proportion of maize residues (Figure 2C). This increase may be caused because maize residues would decrease the springback phenomenon, which consists of the release of internal stresses after pressing (Mohebby, Gorbani-Kokandhe, & Soltani, 2009). For Nemli and Demirel (2007), a high release of internal stresses can cause the adhesive to detach from the particles, resulting in weak spots, which would affect the other properties of the board.
Therefore, it was found that the lower density of maize residues would provide greater capacity for irreversible compaction. It should be noted that all the proportions exceeded the density required by industrial standards for the production of PB, so that any of them complies with the requirement. This is relevant, considering that there is a high correlation between density and mechanical properties in particleboard (Arabi, Faezipour, & Gholizadeh, 2011; Guler & Büyüksarı, 2011; Mendes et al., 2008). Regarding the restrictions of forest-based raw material, the results confirm that it is possible to achieve densities similar to those of conventional particleboard, using up to 30 % of the weight of maize residue particles.
Swelling at 2 h and 24 h
Table 2 shows that swelling at 2 h was between 4.8 % and 8.2 % with no significant differences between 0 and 10 % of maize residues, followed by the proportions of 20 % and being higher for 30 %. The latter showed significant differences among themselves and with the rest of the proportions; however, the 30 % proportion failed to meet the industrial requirement (<8 %). Swelling at 24 h was between 19.3 % and 26.3 % with no significant differences between the proportions from 0 to 20 %, while the 30 % proportion was statistically higher; all proportions met the industrial requirement.
Figure 2D and Figure 2E show that, as the proportion of maize residues increases, the swelling at 2 h and 24 h also increases. This behavior was also observed by Garay et al. (2009), who attributed it to a higher hygroscopicity of maize residues, and by Arabi et al. (2011), who attributed it to the increase in the amount of lignocellulosic material needed to increase density. Despite this, the swelling percentages were satisfactory except for the fact that, at 2 h, the 30 % proportion exceeded the industrial requirement.
Absorption at 2 h and 24 h
Absorption at 2 h was similar (12.4 % to 13.1 %) with proportions from 0 to 10 %. The proportions of 20 % (15.6 %) and 30 % (17.6 %) were significantly higher (Table 2). At 24 h, absorption showed no significant difference between the boards with proportions from 0 to 20 %, while the 30 % proportion was significantly higher (58.8 %).
In general, this behavior was also reported by Iswanto, Octaviani, Tarigan, and Nuryawan (2021) for boards with similar proportions of maize residues. Garay et al. (2009) reported that the increase in swelling and absorption may be due to the higher percentage of holocellulose and soluble components in maize residues, which would increase the hygroscopicity of the board, causing a greater dimensional change. In spite of the above, the boards with different proportions of maize residues were found to be within the requirements of industry standards.
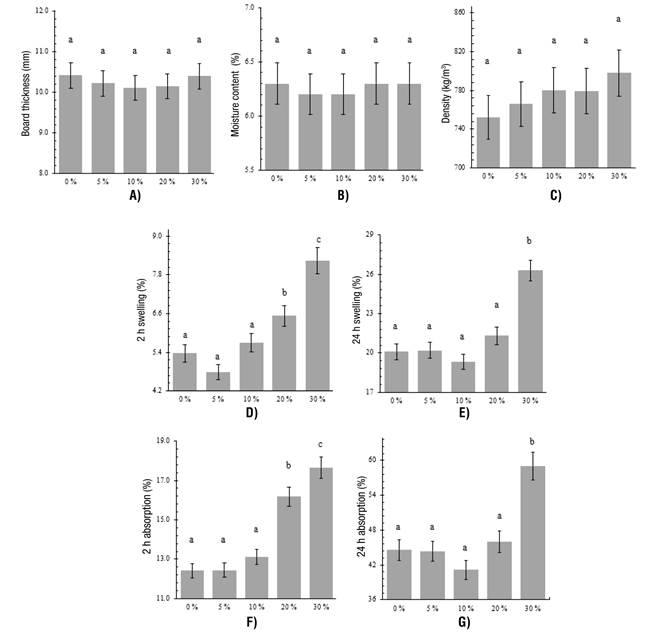
Figure 2 Physical properties of Pinus radiata boards made with different proportions of maize residues.
In general, absorption and swelling values were satisfactory and are valid when considering adding solid paraffin in the manufacture of the boards. This is supported by Guler and Büyüksarı (2011), who recommend the addition of solid paraffin or other hydrophobic substance for particleboard made from agricultural residues.
Mechanical properties of the boards
Figure 3A shows that internal bond (IB) decreased as the level of replacement of maize residues increased, this reduction was not significant in the proportions corresponding to 0 to 10 %. Table 3 reveals that, starting at 20 %, the IB was significantly lower than the previous proportions. This property had values between 0.68 and 1.03 N∙mm-2, meeting the commercial standard CS-236-66 (US Department of Commerce [DOC], 1966), ANSI 208.1 (ANSI, 1999) and by the MASISA company standard, who require at least 0.42, 0.40 and 0.50 N∙mm-2, respectively. Therefore, this requirement could be expected to be met even for proportions above 30 %. The results were higher than those of Garay et al. (2009), who evaluated maize residues/radiata pine ratios of 30/70 and 10/90, resulting in an IB of 0.29 and 0.15 N∙mm-2, respectively. A significant reduction was observed in the 20 % and 30 % proportions, although both met the industrial requirement. Mendes et al. (2010) reported a decrease in IB when lignocellulosic material of agricultural origin was added. Scatolino et al. (2013) and Gϋler, Sahin, and Yeniay (2016) reported the same trend in PB with wood particles and maize residues at proportions 0, 25 %, 50 %, 50 %, 75 % and 100 %. A possible explanation for the reduction of this property with increasing replacement level is related to the lower density of maize residues, which causes lower availability of adhesive per particle. This can reduce mechanical properties and bonding efficiency during board consolidation (Scatolino et al., 2013).
Table 3 Mechanical properties of Pinus radiata boards made with different proportions of maize residues.
| Mechanical properties | Maize residues (%) | IR | Tolerance | ||||
|---|---|---|---|---|---|---|---|
| 0 | 5 | 10 | 20 | 30 | |||
| Internal bond (N∙mm-2) | 1.03 a | 0.99 a | 0.97 a | 0.84 b | 0.68 c | 0.50 | ±0.12 |
| Modulus of rupture (N∙mm-2) | 21.20 a | 20.90 a | 22.80 a | 21.6 a | 20.50 a | 16.0 | ±1.5 |
| Modulus of elasticity (N∙mm-2) | 2.956 a | 2.93 a | 2.94 a | 2.87 a | 2.92 a | ns | ns |
Mean values (n = 4) with equal letters indicate that the mechanical properties show no significant differences between maize residue proportions according to the HSD Tukey test (P < 0.05). IR: MASISA plant industrial requirement. ns: not specified.
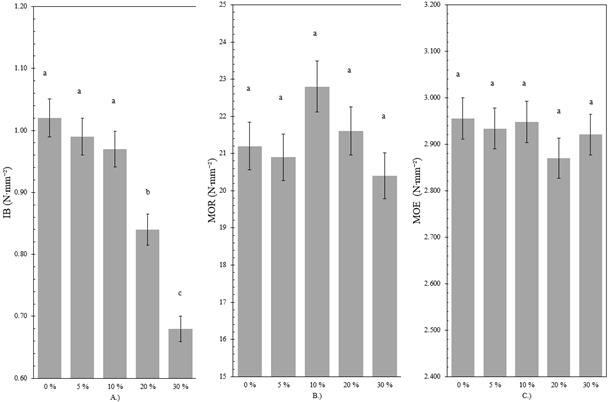
Figure 3 Internal bond (IB), modulus of rupture (MOR) and elasticity (MOE) in Pinus radiata boards made with five proportions maize residues.
The modulus of rupture ranged from 20.5 N∙mm-2, corresponding to the 30 % proportion, to 22.8 N∙mm-2 for the 10 % proportion, detecting no significant differences between the proportions (Figure 3B). For the modulus of elasticity, the minimum was 2.872 N∙mm-2 for boards with 20 % proportion and the maximum was 2.956 N∙mm-2 for boards with no maize residues, detecting no significant differences between the proportions evaluated (Figure 3C).
In general, the proportions between 0 and 30 % showed modulus of elasticity and modulus of rupture above the industrial requirement, meeting the stipulations of ANSI 208.1 (ANSI, 1999). This could be due to the dependence of these properties on the particle geometry, so it can be suggested that both raw materials had similar particle size for both faces and the center of the board. In this regard, there was no statistical evidence that the rupture and elasticity modulus were different between the proportions of maize residues.
The results, although promising, need to go through further validation and testing, adjust process variables similar to industrial operating conditions, and explore aspects such as the particle geometry of the raw material. It is also important to consider the seasonality and homogeneity of maize residue density. Also, adequate transportation, collection, storage and handling inside the plant should be considered. This could require modifications in some stages of the production process, mainly a parallel management of both raw materials, which, if properly controlled, could constitute a competitive advantage for the particleboard industry.
Conclusions
Thickness, density and moisture were similar for proportions from 0 to 30 % maize residues. Swelling at 2 and 24 h met the regulatory and industrial requirements, except for the 30 % proportion. Absorption at 2 and 24 h increased significantly from 20 % maize residues; all proportions met the regulatory requirement. IB decreased significantly from 20 % and the modulus of elasticity and modulus of rupture showed no significant differences between the proportions. Therefore, proportions up to 20 % provide regulatory and industrial compliance. The results suggest that it is viable to use maize residues in particleboard, which, in turn, allows the use of the agricultural by-product and compensates for the potential shortage of raw material for the particleboard industry.

