











 nueva página del texto (beta)
nueva página del texto (beta) Inglés (pdf)
Inglés (pdf)
 Artículo en XML
Artículo en XML Referencias del artículo
Referencias del artículo
 Enviar artículo por email
Enviar artículo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
Permalink
1. Introduction
The daily use of plastic has increased in recent years because of its multiple characteristics, such as long life, cost-effectiveness, versatility, and lightweight nature [1]. It is used in different industrial sectors: food packaging, consumer products, electrical, electronics, aerospace, construction, transportation, biomedical, automotive, and textiles [2]. Similarly, there has been an increase in the generation of low-biodegradability plastic waste, causing various environmental problems [3]. According to research, the production of plastics has risen exponentially from 2.3 million tons in 1950 to 448 million tons in 2015 [4]. Data on solid waste management indicate that a staggering 8 million tons of plastic annually enter the ocean and pollute rivers [5]. Failure to address this environmental issue could lead to an alarming projection: by 2050, the expected quantity of plastic in the sea will surpass the fish population [6].
Plastics have many applications in daily life and can be recycled many times [7]. The current problem derives from inadequate waste management and handling [8]. The impact of plastic on the day-to-day lives of humanity has been of such magnitude that today, it is difficult to find products that do not contain some polymer in their structure or packaging [9]. Several factors have contributed to the global environmental problem related to solid waste management. Therefore, addressing a few issues can help improve the preparedness and overall effectiveness of waste management efforts[10]. Unfortunately, however, these problems lead to a need for more knowledge about alternative technologies for solid waste management.
The objective of the circular economy is to preserve the value of materials and products by prolonging their useful life as much as posible and preventing them from being discarded in nature [11]. Reintegrating waste into the productive reuse system minimizes waste generation and achieves a closed life cycle. The circular economy offers a solution to promote sustainable development, expecting to effectively mitigate adverse environmental impacts by implementing an economic system that reduces inputs of resources, waste and emissions, and energy losses [12].
A product's design and development stage is crucial because it seeks to reintegrate the plastic resource into the product’s productive system. Otherwise, all the plastics or packaging generated with synthetic polymers will end up in the trash, wasting a resource that could become the same again or some other product [13]. Consequently, the redesign of products focused on an environmental and sustainable development concept, as well as preserving the main properties that packaging needs, is of the highest importance, specifically in single-use plastics and packaging food primaries [14]. Although petrochemicals are the primary materials used to make most commercial polymer packaging, the plastic industry continues to experience increased production, meaning plastic waste grows yearly. Polymers are known for their high barrier properties [15]. However, while synthetic polymers exhibit gas, chemical, biological, or microbial resistance, the same properties can also make them extremely difficult to degrade at the final disposal stage of the product life cycle [16]. Thus, the durability of synthetic polymers is a double-edged sword.
On the one hand, these materials are solid and long-lasting; on the other hand, improper disposal and lack of recycling have resulted in significant environmental contamination. Irresponsible manufacturing practices in the plastic industry have only exacerbated this issue. Therefore, plastic product designers must consider the end-of-life stage of their products and ensure that the industry can easily recycle them. This eco-design concept integrates environmental considerations into the initial design phase. This approach can lead to better waste minimization plans and a more sustainable material value chain. The recycling industry relies heavily on recycled plastics; eco-design is critical for product improvement and a circular economy. The environmental benefit of circular packaging depends on the design characteristics (such as materials used and packaging appearance) and the consumer's willingness to buy these products [17]. A study revealed that consumers are willing to pay more for sustainable packaging to reduce solid waste and for recycled and recyclable products, indicating a preference for environmentally friendly options. Therefore, bioplastic materials will replace fossil petroleum-based materials in the coming decades.
The main objective of recycling is to conserve energy and raw materials for the well-being of health and ecosystems [18]. The ASTM defines biodegradable packaging as one that is capable of decomposing into carbon dioxide, methane, water, inorganic compounds, or biomass, being the dominant mechanism of decomposition of the enzymatic action of microorganisms and the resulting products can be obtained and measured in a determined period. Biopolymers can solve the problems posed by plastics because they degrade quickly in the environment and mimic the properties of conventional polymers [19].
The need to replace petroleum-derived plastics with polymers of natural origin is logical because the production of plastics is unsustainable (due to environmental problems). Different types of biodegradable materials exist, such as those entirely biodegradable of natural origin, photodegradable, semi-biodegradable, and synthetic. Biopolymers from manufactured renewable resources must be biodegradable and compostable to act as fertilizers and soil conditioners [20].
Plastic degradation involves irreversible physical changes, including discoloration, loss of shine, cracks, stickiness, erosion, reduced tensile strength, and elongation. Chemically, it entails chain breakage, crosslinking reactions, and alterations in lateral substituents [21]. Some of the fundamental aspects of the processes that involve sustainable plastics include the photodegradation of plastic materials [22], thermal degradation of polymers [23], chemical degradation of polymers [24], compostable polymers [25], and recycling in plastics [26, 27]
Packaging is a critical food manufacturing and distribution operation [28]. Its main functions are protection (protection against physical, chemical, and biological changes), containment (facilitates transportation and distribution throughout the supply chain), communication (provides product information, ingredients, weight, and expiration), and convenience (allowing the consumer to prepare food in less time, increasing the demand for fresh, processed and fast foods) [29]. One crucial task is to reduce the environmental impact of food packaging; thus, several strategies have been implemented to eliminate unnecessary packaging. Food packaging materials are mainly glass, metal, paper, and plastic [30]. Plastics are classified as thermosets and thermoplastics, with the latter being the primary packaging material in the food industry [31]. At a global level, various modifications have been proposed in the safety regulations for this type of packaging, which focus on being eco-friendly, seeking the biodegradability and sustainability of packaging materials, and allowing quality food to be offered [32]. Thus, it develops new packaging technologies that surpass the essential functions of packaging [33].
Flexible packaging is an emerging packaging technique that exploits the particular functionalities of several polymers to develop improved packaging in terms of protection and durability. A monolayer of polymer is unlikely to cover all food packaging needs, including containment (strength and sealability), protection and preservation (barrier to moisture, gas, light, taste, and odor), and machinability (tensile strength, softening, slip, stiffness, flexibility, and heat resistance), providing cost-effective and safe food. The flexible packaging industry combines various materials, including different polymers, to produce laminations that are not recyclable. Therefore, the engineering function for a flexible packaging operation must design products and processes that deal with both challenges of "fit-for-use" and "fit-to-make" [34].
Consequently, it is essential to consider redesigning the packaging to incorporate recyclable materials and take some actions to achieve the goal of sustainable packaging. One such effort is to use plastic laminations made from a single polymer or monolayer, simplifying the recycling process. Moreover, implementing laminations that use compostable or biodegradable films is highly recommended, as this helps reduce plastic waste and promotes an eco-friendly approach to packaging.
Flexible packaging designers reduce raw material consumption and optimize resource usage in mass production. They strived to maintain the essential properties that ensure the product's quality, extend its useful life, and facilitate transport and distribution. A necessary attribute of flexible packaging is its ability to form thinner, lighter, and more compact packages [35]. Furthermore, flexible packaging uses multilayer films of immiscible materials such as polyethylene (PE), polyethylene terephthalate (PET), and nylon [36]. Within the food industry, petroleum-derived plastics such as PET, low- and high-density polyethylene (LDPE and HDPE, respectively), polypropylene (PP), polyvinyl chloride (PVC), and polystyrene (PS) are the most popular packaging materials. Using biopolymer materials is a sustainable alternative to synthetic polymers, mainly because of their biodegradability, agro-industrial waste (biomass) utilization, and renewable raw materials. These biopolymeric materials can also be formed as composites and laminated to improve their properties [37].
The flexible packaging industry faces a significant challenge in redesigning all packaging to be optimally recycled or reintegrated into the earth in an environmentally friendly manner. Packaging films made of synthetic polymers are nonbiodegradable and cause severe ecological problems [38], [39]. Flexible packaging today has an opportunity for improvement; when thinking about a design that considers circular economy criteria, the challenge for designers is to obtain an ecological package that retains the essential properties it requires [40]. Multilayer food packaging faces significant challenges because of the incorporation of multiple materials, including polymers, paper, aluminum, and organic or inorganic coatings [41]. Designing and manufacturing flexible packaging with diverse polymers creates a barrier to recycling. Recycling such packaging becomes complex and costly because of the bonding of plastic films through adhesives during the lamination process.
Moreover, separating these layers poses a significant challenge. Consequently, it is crucial to develop flexible packaging solutions that employ a single polymer to enhance recyclability or explore alternative biodegradable or compostable materials. Therefore, this study proposes a flexible packaging design incorporating biodegradable materials and monomaterial laminations, making it highly recyclable. Here, it includes a methodology that compares the mechanical and barrier properties of the current multi-polymeric design with a thinner, mono-material structure. In designing biodegradable flexible packaging, it is essential to characterize the properties of the packaging to determine its capabilities. The main objective of the research is to contribute to reducing the environmental impact caused by pollution from plastic waste. This is achieved by promoting recycling through reducing raw materials and redesigning the current multi-layer and multi-material flexible packaging with sustainability criteria. These criteria include integrating materials of the same polymeric origin, reducing lamination layers, and decreasing the thickness and weight of the packaging.
The research also emphasizes ensuring that the packaging, at the end of its life cycle, can be reintegrated into the value chain as a raw material using mechanical recycling without compromising its physical, mechanical, and barrier properties. As mentioned in the literature, a design based on recycling could potentially reduce the use of flexible packaging with multiple layers [42].
Furthermore, reducing the thickness and base weight of the packaging leads to savings in raw material consumption and decreased production costs. Therefore, it is crucial to analyze the mechanical, physical, and barrier properties of multi-material and multi-layer packaging, comparing them with the proposed designs incorporating sustainability criteria. This analysis is necessary to determine if it is possible to maintain optimal levels of packaging properties in the food sector.
These sustainable measures reduce consumption and manufacturing processes and contribute to a decrease in greenhouse gas emissions, lower water consumption, and reduced use of energy.
Currently, a significant challenge lies in finding specific applications in packaging within the food sector that allow for the implementation of designs based on sustainability criteria. It is essential to consider the shelf life requirements for the product to be packaged during the design process.
2.- Methodology
In this study, the ecological proposal of two different types of plastic packaging (laminated coil and Doypack) was carried out. A comparative study of the commercial structures was carried out, as well as the structure of the ecological proposal of the following mechanical properties: a) thickness, b) weight, c) lamination force, d) sealing strength, e) resistance tensile strength, f) percentage of elongation, g) coefficient of friction, h) oxygen and i) water vapor permeability of laminated coil and Doypack plastic containers. Finally, the mechanical resistance was evaluated through destructive tests against impact, atmospheric pressure, and airtightness in the Doypack-type plastic containers.
2.1.- Proposals for the redesign of flexible packaging
Numerous sustainable design projects and initiatives have emerged with the intention of reducing the environmental impact caused by the flexible packaging industry. These endeavors focus on implementing design methodologies within industrial settings to foster the development of environmentally friendly products. This framework assesses the physical and mechanical characteristics of various plastic laminates and presents recommended enhancement measures.
2.1.2.- Reduction of lamination layers in trilaminate structure for flexible packaging in the food sector in laminated coil
2.1.2.1. Processes to obtain flexible laminated coil and Doypack packaging
Laminated coils were used in the flexible packaging industry to form a package while filling it with the product. The processes used in the development of the laminated reel in flexible packaging are described as follows: It is essential to highlight that there are processes preceding the production of the laminated coil, such as the plastic film extrusion processes, but for this case, they are not taken into account since the coil production process already includes plastic films extruded A) obtaining a reel with an image referring to the product to be packaged, this consisted of printing on a plastic film by rotogravure, the color selection for the generation of the image (CMYK) 10 nitrocellulose-based polymeric inks were used, diluted in ethyl acetate at a speed of 150 m/min. The printed plastic substrate was left to rest for four hours so that the ink would polymerize completely and thus guarantee its correct functionality. B) In the lamination process, two plastic films were joined with an acrylic-based polymeric adhesive, which was diluted with ethyl acetate with its catalyst for lamination at a speed of 250 m/min. It was left to stand for 8 hours. C) Cutting process: this was done through an unwinder and blades; the coil's width is 395 mm, and the outer diameter is 350 mm.
Doypack packaging: Like the laminated coil, the process begins considering that the plastic films are already extruded as raw material. The plastic film was manufactured using the rotogravure printing process (it is the same as the previous one), capturing the image of the product to be packaged, then forming was carried out, in which folds were generated through a laminated coil, sealing the sides and the bottom with hot jaws. The sealing temperature for creating the package was 180-220 °C, and the jaw contact time was 0.5 s.
A proposal to reduce the environmental impact of plastics in the flexible packaging industry is to reduce raw material consumption and eco-design. As shown in Table 1, coil packaging for the food sector has a trilaminate structure with three substrates of different polymeric origins: polypropylene as a printing substrate, metallic polyester as a substrate to provide mechanical resistance, and polyethylene as a sealing substrate. Therefore, it must meet specific quality requirements to ensure the packaging is suitable for the intended application.
Table 1 Characteristics of the lamination structure for coil packaging for the food sector
| Actual structure | Thickness (micron) | Basis weight (g/m2) | Variation (%) |
|---|---|---|---|
| Natural BOPP (bioriented polypropylene) | 20 | 18.1 | 10 |
| Ink | 3 | 3.0 | 5 |
| Adhesive | 3 | 3.0 | 5 |
| Metallic polyester | 12 | 16.8 | 10 |
| Adhesive | 3 | 3.0 | 5 |
| Low-density polyethylene | 40 | 38.4 | 10 |
| Total | 81 | 82.3 | 10 |
The methodology proposed to work on improving weight reduction through the application of lamination layers and a trilaminate structure in flexible coil packaging. Therefore, the proposal suggests using a bilaminate and trilaminate structure in coil food packaging, as shown in Table 2.
Table 2 Bilaminate structure proposed in flexible packaging of the food sector in coil
| Proposal structure | Thickness (micron) | Basis weight (gr/m2) | Variation (%) |
|---|---|---|---|
| Natural BOPP (bi-oriented polypropylene) | 20 | 18.1 | 10 |
| Ink | 3 | 3.0 | 5 |
| Adhesive | 3 | 3.0 | 5 |
| Metalic CPP (polypropylene cast) | 40 | 36.4 | 10 |
| Total | 66 | 60.5 | 10 |
The proposed structure significantly reduces raw materials and lamination processes, saving machine and adhesive time, among other benefits, and contributes to sustainable development by using polypropylene as the only polymeric material. In addition, the latter makes it a monomaterial proposal, making the recycling of the product more feasible.
The tests carried out to verify the functionality of the packaging (laminated coil), both the current packaging and the ecological proposal, were as follows. It should be noted that these tests allow to check if the packaging is functional for the specific application. The tests will be carried out on the two packaging options in quintuplicate, seeking to compare and verify if the properties are unaffected when changing materials. The mechanical properties evaluated are described below:
Thickness determination: This test was carried out with a Mitutoyo digital micrometer to measure the thickness of each plastic film or plastic laminate. (applicable regulations ASTM D6988 [43])
Weight determination: Obtaining the weight of each plastic film or plastic laminate and applications of adhesives in lamination or inks was carried out with an analytical balance.
Lamination Force: Determines the property of two adhesively bonded plastic films by using a universal testing machine to simulate the peeling of the films by holding them by a corner until they break or crumble. The MECMESIN Multitest 2.5-I brand universal testing machine is used to measure mechanical properties and obtain stress-strain graphs. (applicable regulations ASTM F88 Method A [44])
Sealing strength: The polyethylene was sealed at 150 degrees Celsius, and then, with a universal testing machine, it was checked whether the seal came off or the sheets broke. (applicable regulations ASTM F88 Method A [45])
Tensile strength and percentage of elongation: The mechanical properties of plastic films or plastic laminates were analyzed using a stress-strain graph, in which a specimen was obtained and exposed to a tensile force until it reached the break. (applicable regulations ASTM D882 [46])
Friction coefficient: a slip property that indicates the processability of the film in a packaging forming machine lacking methodology. (applicable regulations ASTM D-2578-09 [47])
Oxygen and water vapor permeability: Oxygen and moisture barrier properties are measured to ensure that the product to be packaged will meet the time and characteristics required on the sales line. (applicable regulations ASTM D3985 [48], ASTM F1249 [49])
Destructive drop test criterion: The destructive test consisted of filling the container with product, then the flexible packaging was dropped in free fall at a height of 1 meter. It is essential to the perfect seal of the packaging. The test evaluated the capacity of the container to resist three falls in different positions: vertical, horizontal, and random, and the container must remain sealed entirely without any breakage or damage after three falls.
Destructive drop test criterion: In the experimental setup, the sealing of the product procedure is conducted using bespoke sealing equipment. This custom apparatus features precision-engineered steel jaws carefully designed to ensure optimal performance and reliability throughout the experimentation process. The integration of resistance thermometers adds a layer of accuracy to the measurements, enabling the collection of precise temperature data, which is crucial for the comprehensive analysis of the sealing process. Furthermore, pneumatic pressure equipment was incorporated into the experimental framework, providing a controlled and consistent application of pressure during the sealing procedure. This equipment has pressure regulation mechanisms to guarantee uniformity and repeatability across multiple trials. Including a seal time controller further enhances the experimental control, allowing for precise adjustment and monitoring of the duration for which the sealing process is maintained (see Fig. 1).
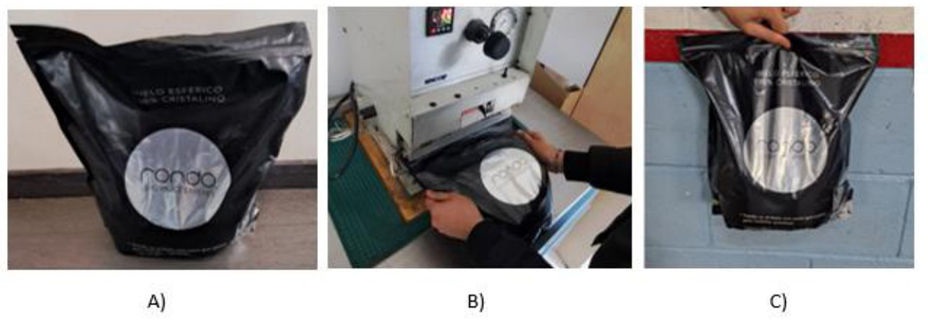
Figure 1 Methodology procedure corresponding to the drop test in flexible packaging (Doypack) A) Packaging filled with product, B) Packaging sealing, C) Fall from a 1m high
Packaging tightness test by vacuum pressure: The flexible container was vacuumed at 31 cmHg (centimeters of mercury) for 60 seconds to evaluate its tightness as established in ASTM D3078-2 [60]. The test was carried out in triplicate (see Fig. 2). The Packaging tightness test by vacuum pressure was conducted within the confines of a designed acrylic vacuum chamber. The chamber, characterized by its complete hermetic sealing, features dimensions of 35x25x35 cm, ensuring a controlled and standardized environment for the experimental procedures. Using acrylic material not only enhances transparency, allowing for real-time observation of the internal processes but also guarantees the integrity of the vacuum conditions.
Integral to the functioning of this apparatus is a robust 1-horsepower (1hp) motor engineered to generate and maintain a vacuum within the equipment. The applied vacuum ranges from 25 to 40 cmHg, a carefully selected parameter that aligns with the specific requirements of the experimental protocol. This motorized system serves as the driving force behind the creation and sustenance of the desired vacuum levels, ensuring the precision and reproducibility of the experimental outcomes.
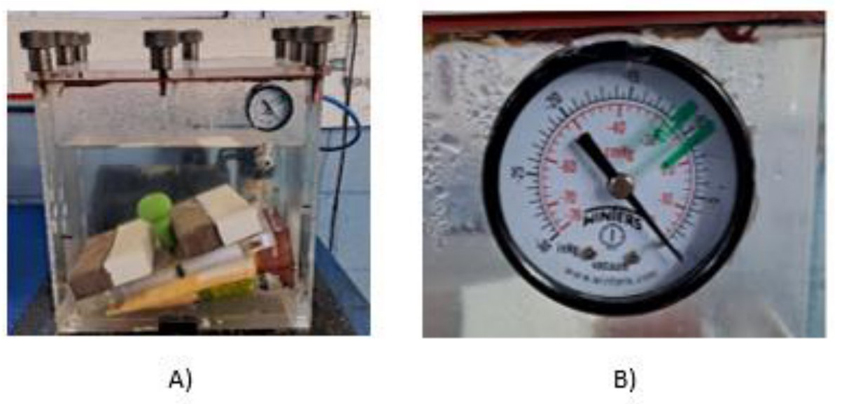
Figure 2 Vacuum tightness test: Equipment employed in the trial included the vacuum pressure gauge and a package inside for testing A) a Sample of packaging inside a vacuum chamber, B) a Manometer.
Air-pressure leak test for flexible packaging (Doypack): the air pressure test is crucial to ensure that the packaging has the necessary mechanical strength to withstand various conditions during storage and transportation. This test was carried out by opening the container and subjecting it to the air pressure machine. The pressure gauge is then pressurized to 0.1 MPa for 60 seconds, ensuring the container does not break or leak air (see Fig. 3). The testing procedure is conducted using air pressure equipment designed to assess the integrity of the packaging materials. This apparatus, developed in-house, comprises a system featuring two adjustable jaws that facilitate the regulated introduction of air into the packaging under scrutiny. The primary objective of this apparatus is to systematically control the applied air pressure within a defined range of 0.05-0.5 MPa. This controlled pressure is accurately regulated using a pressure valve, ensuring accuracy and reproducibility throughout the experimental process.
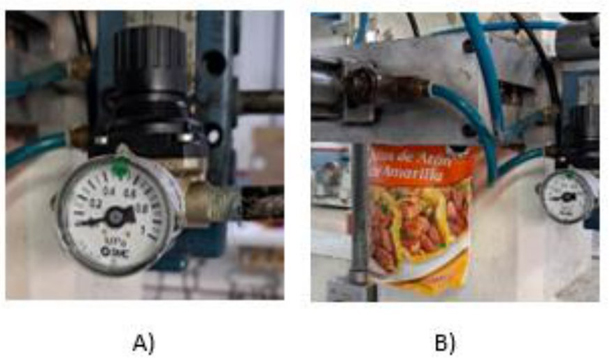
Figure 3 Air-pressure test in a flexible package. The package is pressurized to 0.1 MPa for 60 seconds, ensuring no rupture or leak of air A) Manometer and B) Air pressure packaging sample.
Statistical analysis: Each test was carried out in quintuplicate except for the mechanical resistance tests (carried out in triplicate), both from the commercial container and the proposal. The data are expressed as the mean ± the standard error of the mean, *p˂0.05 after the t-student test of independent samples.
2.1.3- Redesign of flexible packaging in a doypack format with a three-layer and multi-polymeric structure to a mono-material using polyethylene as a base polymer
The actual formulation corresponds to the composition of the container structure for the Doypack format using the materials detailed in Table 3.
Table 3 Tri-laminate structure characteristics for a flexible package (Doypack)
| Actual structure | Thickness (micron) | Basis weight (g/m2) | Variation (%) |
|---|---|---|---|
| Natural Polyester | 12 | 16.8 | 10 |
| Ink | 3 | 3.0 | 5 |
| Adhesive | 3 | 3.0 | 5 |
| Natural Polyester | 12 | 16.8 | 10 |
| Adhesive | 3 | 3.0 | 5 |
| Low-density polyethylene | 75 | 72.0 | 10 |
| Total | 108 | 114.6 | 10 |
Table 4 presents the characteristics of the proposed new structure, which is expected to maintain the mechanical resistance of Doypack-type containers. This lamination aims to achieve the desired gloss and adequate sealability without compromising the mechanical resistance of the flexible packaging. Destructive tests will evaluate the mechanical resistance. Therefore, it is advisable to use a bilaminate and monomaterial structure.
Table 4 Bilaminate and monomaterial structure characteristics proposal (Doypack)
| Proposal structure | Thickness (micron) | Basis weight (g/m2) | Variation (%) |
|---|---|---|---|
| Mono-oriented Polyethylene | 25 | 19.1 | 10 |
| Ink | 3 | 3.0 | 5 |
| Adhesive | 3 | 3.0 | 5 |
| Low-density Polyethylene | 75 | 72.0 | 10 |
| Total | 101 | 97.1 | 10 |
The proposed design allows for experimental evaluation of the previously mentioned mechanical properties to determine if the flexible packaging can meet or exceed the mechanical properties of the existing trilaminate packaging. Additionally, this trial will evaluate the feasibility of replacing the current packaging with the proposed monomaterial and thinner structure through testing. Finally, mechanical strength plays a crucial role; thus, destructive packaging must be tested under specific conditions.
3. Results and discussions
Reducing the use of materials, particularly resources, is crucial to promoting sustainable development. Flexible packaging involves using laminated coils processed by an automated forming and filling machine. The input for this machine consists of a set of laminated films, like those presented in Fig. 4, which provide essential properties for product containment. This methodology proposes an improvement by reducing the number of lamination layers in the laminated coil used to protect food as primary packaging.

Food products require high levels of protection to prevent hardening, mainly due to environmental factors such as decomposition and moisture absorption.
3.1 Reduction of lamination layers in a trilaminate structure for flexible food packaging (laminated coil).
Figure 5 illustrates a comprehensive schematic diagram comparing the bilaminate and trilaminate structures. This visual representation is a reference point for understanding the critical distinctions between the two configurations. The proposed bilaminate structure emerges as a noteworthy advancement with a profound impact on resource efficiency and manufacturing processes. This design significantly reduces the consumption of raw materials, minimizes the need for extensive lamination processes, and results in substantial savings in terms of machine time and adhesive usage. Resource optimization enhances economic feasibility and aligns with sustainable development goals by promoting a more environmentally friendly approach.
An outstanding feature of the proposed structure is its reliance on polypropylene as the sole polymeric material. This strategic choice streamlines the manufacturing process and contributes to environmental sustainability. By embracing a monomaterial approach, the design facilitates more accessible and more effective recycling of the end product. Polypropylene, being a widely recyclable material, aligns with contemporary efforts to create a circular economy and reduce the environmental impact of industrial processes.
In addition to the advantages in material efficiency and recyclability, the proposed design underscores the importance of considering the product's entire life cycle. Beyond its initial manufacturing and use, the strategy contemplates the end-of-life phase, emphasizing the need for responsible disposal or recycling practices. This complete perspective on the life cycle ensures that the product meets current requirements and aligns with long-term sustainability goals.
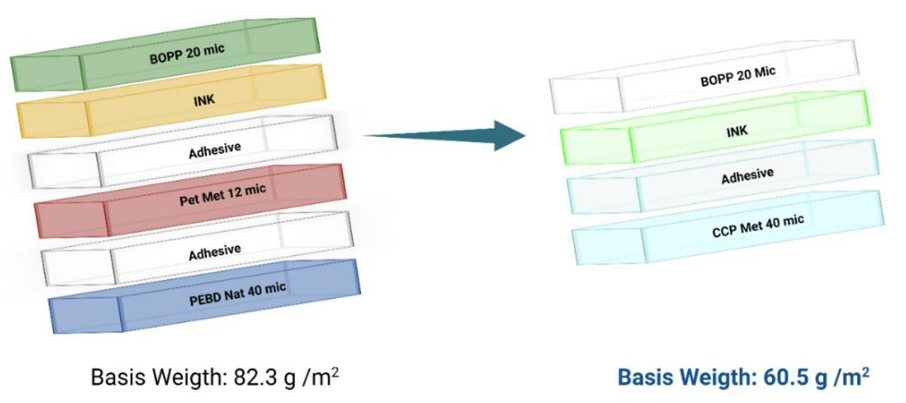
Figure 5 Comparison of the trilaminate structure against the bi-laminate structure. The objective variable is to reduce the basis weight of the package from 82.3 g/m2 to 60.5 g/m2
Table 5 presents the results obtained from the characterization of the mechanical properties of the laminated coil of commercial packaging, as well as the proposed packaging of the bilaminate and trilaminate systems.
Table 5 Packaging for food in laminated coil, summary average measurement. Comparison of commercial structure (trilaminate) vs ecological proposed structure (bilaminate)
| Quality requirement | Actual Trilaminate structure | Proposal Bilaminate structure | |
|---|---|---|---|
| Thickness | 141±2.91 | 135±2.64 | |
| [micron] | |||
| Basis Weight | 0.820±0.005 | 0.605±0.0008* | |
| [g/m2] | |||
| Lamination Force | 520.6±49.43 | 629.0±55.96 | |
| [gf] | |||
| Seal Force | 4011.0±654.8 | 633.2±166.4* | |
| [gf] | |||
| Tensile strength | MD | 13236.0± 174.7 | 16482.4±616.6* |
| [gf] | TD | 10759±347.8 | 4922±329.8* |
| Elongation Percentage | MD | 29.48±13.02 | 54.95±7.44 |
| [%] | TD | 46.67±2.97 | 86.54±4.95* |
| Coefficient of friction | ST | 0.27±0.01 | 0.26±0.01 |
| DI | 0.20±0.01 | 0.18±0.01 | |
| Oxygen permeability | 1.29±0.36 | 35.38±0.82* | |
| [cm3/m2*day] | |||
| Water steam permeability | 0.82±0.02 | 0.56±0.01* | |
| [mg/m2*day] | |||
Data are expressed as the mean ± standard error of the mean n=5 *p˂0.05 after the independent samples t-student test. MD: Machine direction, TD: Transversal direction, ST: Static, DI: Dynamic.
The thickness of the proposed structure did not show a significant difference concerning commercial packaging. A statistically significant reduction in the weight of the proposed design was observed compared with that of the commercial container. The lamination force used is similar for both packages. In contrast, the sealing force determines the separation strength of the seal, which can predict whether the seal is suitable for the relevant package application. This parameter was significantly reduced in the proposed container concerning the commercial container, which could translate into the ease of opening the container. The tensile strength can guarantee that the structures do not deform, fracture, or break; the proposed structure shows a statistically significant increase in the different moments or forces evaluated. The elongation percentage of the proposed design increased significantly in the transverse direction, indicating more excellent ductility of the structure. Tensile strength and elongation are the leading performance requirements of laminated flexible packaging. These parameters indicate the suitability of the material for manufacturing throughout the technological process (printing, lamination, and packaging), as well as resistance during transportation, handling, and storage. The friction coefficient determines the kinetic (in motion) and static (at the beginning) resistance of the proposed container, which does not present a significant difference from the commercial container. It can be inferred that the 26.48% reduction in raw materials contributes to the circular economy of flexible packaging. Likewise, adhesive consumption and machine lamination time are reduced by 50% because, with the proposed bi-laminated structure, one lamination will be carried out instead of two, thereby reducing energy consumption and the use of processed water, regarding the elimination of a lamination layer throughout the structure of the flexible packaging.
After conducting oxygen and moisture barrier experiments, it is evident that the proposed sustainable design presents technically viable performance (See Table 5). It is essential to highlight that the moisture barrier is the most crucial property of this packaging as it improves the conservation of the product. Regarding the oxygen barrier, it is recommended to conduct practical life tests to confirm the results. Under this scheme, the sustainable and monomaterial proposal is feasible. Because of its monopolymer composition, the design proposal includes the property of being easily recyclable at the end of its packaging life cycle. These properties ensure that the most critical properties are preserved in this type of packaging because this keeps the shelf life of the packaged products.
3.2. Redesign of flexible packaging for food with a tri-layer and multi-polymeric structure to a mono-material using polyethylene as the base polymer in Doypack
In the flexible packaging industry, another type of packaging, "Doypack" (see Fig. 6), is obtained through a laminated coil to be processed through a bagging process. It is delivered individually and formed to be later filled with the product to be packaged; the laminated coil is used when the packaging is included in the filling, and the Doypack-type packaging is first formed and then filled. The crucial dimensions of this packaging are height, width, and depth. This type of packaging is regularly designed with multi-materials to provide barrier properties and mechanical resistance.

Regarding Doypack, it is crucial to analyze the properties and mechanical resistance (through destructive tests) after using monomaterial structures to design a sustainable system and determine its functionality. The results presented in Table 6 show that the proposed single-material design provides sufficient mechanical strength for product packaging and containment, as demonstrated by its comparable tensile strength, elongation percentage, lamination strength, and sealing strength compared to the trilaminate structure.
Table 6 Packaging for food in Doypack, summary average measurement. Comparison of commercial structure (trilaminate) vs ecological proposed structure (Monomaterial)
| Quality requirement | Actual Trilaminate structure | Proposal monomaterial structure | |
|---|---|---|---|
| Thickness | 106.0±2.23 | 109.4±1.14 | |
| [micron] | |||
| Weight | 1.2048±0.13 | 1.0520±0.007* | |
| [g/m2] | |||
| Lamination Force | 495.6±40.29 | 507.2±25.72 | |
| [gf] | |||
| Seal Force | 6461.2±1632.23 | 3095.2±1358.28 | |
| [gf] | |||
| Tensile strength | MD | 12319.4±1707.37 | 10306.8±258.26 |
| [gf] | ST | 3449.4±991.21 | 4368.2±881.70* |
| Elongation percentage | MD | 40.924± 4.35 | 29.442±2.38* |
| [%] | ST | 36.730±9.52 | 420.832±14.27* |
| Coefficient of friction | ST | 0.32±0.075 | 0.22±0.061 |
| DI | 0.09±0.035 | 0.05±0.020 | |
| Packing resistance to drop | 5/5 N/A | 5/5 N/A | |
| Vacuum packing tightness test | 3/3 N/A | 3/3 N/A | |
| Packing resistance test through air pressure | 5/5 N/A | 5/5 N/A | |
Data are expressed as the mean ± standard error of the mean n=5 *p˂0.05 after the independent samples t-student test. MD: Machine direction. TD: Transversal direction. ST: Static. DI: Dynamic
The prevailing Doypack packaging currently utilized in the market employs a structural composition involving the lamination of three plastic films, a design to ensure the requisite mechanical resilience. The efficacy of commercial packaging is contingent upon its ability to safeguard the enclosed product from external factors. Consequently, any proposition for a novel structural configuration must guarantee that mechanical properties remain uncompromised or are sufficiently robust for the intended product.
Table 6 reveals a discernible weight disparity between the existing structure and the proposed alternative, resulting in a substantial material reduction of 12.6 %. This reduction translates into economic advantages and diminishes the cost per unit and operational savings. The omission of a lamination layer eliminates an additional processing step and curtails adhesive consumption by at least 3 g/m2.
Significantly, the lamination strength of the envisaged ecological structure surpasses that of the current configuration, ensuring that the product is resistant to delamination, showcasing an enhancement of 2.3%. Despite the reduced resistance to tension and seal force in the proposed structure due to the absence of a lamination layer, meticulous destructive tests affirm that the ecological packaging satisfies the stipulated requirements for the specific product. This assertion is supported by the outcomes of drop resistance, resistance to air pressure, and vacuum tightness tests, where the doypack exhibits no signs of rupture.
Further noteworthy is the elongation percentage of the monomaterial ecological structure, which is 91% higher in the transverse direction when contrasted with the trilaminated counterpart. This augmentation is attributed to polyethylene in both laminate layers, conferring elevated resistance to the packaging while on the shelf. The comprehensive analysis of these findings underscores the viability and efficacy of the proposed ecological packaging regarding material reduction and cost efficiency and in meeting and surpassing the mechanical and functional requisites for the intended product.
As depicted in Table 6, the results of destructive tests on impact, atmospheric pressure, and airtightness reveal no significant differences between the trilaminate structure and the monomaterial proposal. Consequently, we propose that a monomaterial polyethylene structure is a viable option for recyclable packaging. This approach reduces raw material consumption by eliminating a lamination layer, thus contributing to a circular economy through recycling and reintegrating packaging into the value chain. This modification ensures that the packaging maintains sufficient mechanical strength for long-term durability.
4. Conclusions
Designing or redesigning flexible packaging is a complex task that requires ensuring functionality, barriers, and mechanical resistance. In some cases, thermal resistance is also necessary, and above all, the packaging must provide the product with a long shelf life without compromising its contents. It is essential to use the properties of different polymers while ensuring that the packaging is attractive to consumers. If the packaging is visually appealing, it is more likely that customers will purchase the product.
Therefore, the challenge is creating an eco-friendly design that allows the materials to biodegrade quickly or the packaging to be fully recycled, thus enabling the product to be used as a raw material. Hence, it is crucial to ensure that the physical properties of the packaging are not affected by using fewer raw materials, reducing thicknesses, reducing lamination layers, and incorporating biodegradable materials. Furthermore, if any of these changes affect the physical properties, it is crucial to determine to what extent such alterations are permissible.
This research demonstrates that it is possible to reduce raw material consumption and achieve economic benefits by experimenting with flexible packaging properties, such as reducing the thickness and number of layers in the plastic laminate and using materials from a single origin. Furthermore, polymeric materials can be crucial in reducing the environmental impact while achieving these goals.
Today, the packaging industry and engineering and design areas play an essential role in developing packaging solutions that prioritize sustainability. This experiment seeks to renew all existing packages while creating new ones incorporating sustainability principles.
This study shows that it is possible to reduce the number of lamination layers in flexible packaging such as Doypack and laminated coil because the mechanical, physical, and barrier properties are not affected and, in some cases, can be improved. This benefits the reduction of the environmental impact due to the consumption of raw materials. In addition, it generates an economic reduction in sales prices, increasing the product's profit margin.
Currently, trilaminate structures of different polymeric origin, for doypack and laminated coil packaging, do not present the property of recyclability because it is not possible through mechanical recycling to reprocess the packaging once its life cycle has ended, unlike laminated coils or Doypacks that are processed using monomaterials, in addition to having a reduction in raw materials, are products that can be mechanically recycled as they have polymeric compatibility.
This study shows that the mechanical properties of single-material packaging are completely functional compared with those of multi-material packaging; the barrier properties are even better in the case of laminated coils. Destructive tests for Doypack-type packaging are available for single-material packaging despite having smaller thicknesses and fewer laminate layers.
As can be seen, the improvement proposals that include materials that can be recycled more quickly due to polymeric compatibility can be considered sustainable since non-renewable resources, which in this case is oil, could be used. Under this premise, raw materials are reintegrated into the value chain of the finished product. Raw materials can be reused several times through mechanical recycling.
It is essential to mention that recyclability is a factor that benefits sustainable development, as is the biodegradability and compostability of plastic films. Today, taking advantage of resources, reintegrating raw materials into the system through recycling, and generating a benefit to the environment can result in economic savings in the cost of the finished product.
Recycling currently presents challenges because a product is designed to be recycled. However, recycling is complicated because ink and paint are still available despite using plastic film materials of the exact polymeric origin. Lamination adhesive, which is of different polymeric origin, represents less than 5% of the total weight of the structure and continues to be a pollutant that affects recycling.
The main goal is to eliminate laminations and generate single-layer flexible packaging. However, the ink with which an image is placed on the product's packaging will continue to exist. Nowadays, the technology of inks that can be removed using a particular chemical is emerging. It is in the initiation stage but is intended to have flexible packaging of a single polymer that can be 100% recycled without affecting the functionality and physical properties of the packaging itself.
When generating monolayer packaging of a single polymer, the problem of the barrier level of the packaging to the product it will contain is caused. For this purpose, coating technologies are being developed to increase the barrier property of the plastic film. Suppliers of adhesives and inks are already beginning to apply this technology. Once this is implemented, sustainable, flexible packaging can be generated and recycled. Materials that biodegrade can be considered sustainable because the said material disintegrates through organic beings, but the resource is not used compared to recyclable materials. It is eliminated, wasting a non-renewable natural resource, despite not contaminating it as solid waste. On the other hand, compostable materials can be reintegrated into the system as biomass, but they cannot be used for the same product. Therefore, recycling is one of the most viable options for sustainable plastic development to avoid environmental contamination due to solid waste.
The five key findings of this study are summarized as follows:
Removing the material layer is feasible to preserve and improve the moisture barrier properties (mg/m2*day) of coils for food packaging. Previously, the moisture barrier was measured at 35.38771 cc/ m2*day, but it has been improved to 0.569552 mg/m2*day. This enhancement in packaging performance on the shelf is significant.
The consumption of raw materials in laminated coil packaging for food was reduced by 26.48% through the proposed structural change from a tri-laminated to a bi-laminated design.
The number of lamination layers in flexible Doypack-type packaging for food applications can be reduced from two to three without compromising the mechanical properties. This conclusion is based on successful destructive packaging tests, including vacuum tightness, drop, and air pressure tests conducted on bi-laminate and mono-material packaging and a reduction in raw materials by 12.6%.
By redesigning the bi-laminate coil packaging for food with the same polypropylene polymer, it is possible to achieve 100% recyclability. This improvement is significant compared with trilaminate and multi-polymer packaging, which cannot be recycled because of polymer incompatibility.
The proposed new structure for Doypack-type packaging for food, transitioning from trilaminate to bi-laminate and mono-material, offers 100% recyclability, which is a notable improvement over the previous trilaminate packaging that was not recyclable due to polymer incompatibility.

