











 nueva página del texto (beta)
nueva página del texto (beta) Inglés (pdf)
Inglés (pdf)
 Artículo en XML
Artículo en XML Referencias del artículo
Referencias del artículo
 Enviar artículo por email
Enviar artículo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
PermalinkIntroduction
Bolaina (Guazuma crinita Mart.) is an emblematic native wood from forest plantations in Ucayali, Peru. Mechanical transformation of bolaina wood in Peruvian sawmills presents yields of 29% for logs from forest plantations (Soudre, 2009). In case of debarker machines, it generates residues composed of 95% wood and 5% bark. Wood residues can replace pristine raw materials, resulting in a significant reduction in the logging and transport cost and the incineration of waste or its transfer to landfills (Kim & Song, 2014). Being renewable, this type of waste can be utilized in different ways. The most widespread is its use as fuel in the form of firewood, chips, or pellets (Ayala-Mendivil & Sandoval, 2018). The other is its use in the manufacturing of new products with better properties and greater added value, such as composite boards (particleboard, fiberboard, etc.) (López et al., 2018). Clearly, there is a need to generate information on products from plantation wood and its residues. In recent years, medium-density fiberboard (MDF) has become popular. The worldwide production of such boards has registered an average annual growth of 4% during the period of 2012- 2016 (Food and Agriculture Organization [FAO], 2018). Hence, the incorporation of wood residues in the production of boards is an interesting option to retain the carbon captured in the wood for a longer time (Fagundes, 2003). MDF is manufactured using lignocellulosic fibers typically combined with a synthetic resin or any other suitable binder (English et al., 1994). Regarding resins used in manufacturing of MDF, the best known and used is urea-formaldehyde (UF). Another resin, such as emulsion polymer isocyanate (EPI), can be suitable for locations with frequent high humidity regimes because of its water resistance and free formaldehyde (Thoemen et al., 2010). However, there is no research on the use of this isocyanate-based resins in Peru.
Therefore, the research’s target is to figure out the feasibility to manufacture MDF using two types of pulps with UF or EPI from bolaina (Guazuma crinita Mart.) wood waste. Technological properties of MDF were evaluated and chemical characterization of wood and pulps was carried out.
Objectives
This study aims to manufacture MDF using bolaina (Guazuma crinita Mart.) from wood residues, and EPI and UF resin to achieve minimal requirements of European and American standards.
Materials and methods
Wood characterization
Bolaina wood from 5-8 age plantation in Ucayali - Peru was processed in a debarker ECASO model IE DCC - 3”-8”. Wood residues (WR), from debarker processes, were transported and evaluated in laboratory. WR were composed of 95% wood and 5% bark, and had 322,11 kg/m3 of basic density, air dried at 14,61% of moisture content and 1,08 mm of thickness.
Pulping
Before the mechanical pulping process, wood residues were subjected to two pretreatment processes. The first involved immersing the chips only in water, while the second involved immersion in 6,67 g/L of sodium hydroxide (NaOH) solution in a reagent: dry chips ratio of 1:20 (w/w). Both processes were carried out in a dry chips: solution ratio of 2:15 (kg/L) for 24 h at environmental temperature and pressure and generated refiner mechanical Pulp (RMP) and chemi-mechanical pulp (CMP), respectively.
The pulping was conducted on a 300 mm Bauer disc refiner of 30 HP and a 4 kW installed on a power disc refiner, with 0,35 mm and 0,10 mm air gaps, respectively. Additionally, Bauer McNett fiber classification was performed according to Technical Association of the Pulp and Paper Industry [TAPPI] standard T 233 cm-95 (TAPPI, 1995). The sieve sizes used were N° 30 (600 µm), 50 (300 µm), 100 (150 µm), and 200 (75 µm) for 20 min at a flow rate of 30 L/s.
Each fraction was evaluated with the Morfi compact equipment (10 µm of optical resolution, 30 mg/L of consistency) for morphological analysis and fiber percentage from TECHPAP (France). The evaluated parameters were the fiber length (mm) and width (µm), coarseness (mg/m), broken ends (BE, %), and fiber population (FP, million/g).
MDF production
Pulps (RMP and CMP) before resin application were oven dried for 2 h and 60 °C until moisture content reached 7% wet mass. The urea-formaldehyde “Polymer 230” (UF) and the EPI “EPI 1911” were supplied by Akzo Nobel® (Lima, Peru). The EPI resin was diluted with distilled in water to half its solid content, 23,01%. The solid content of the UF resin was 65,39%. Ammonium sulfate as a UF hardener was used at a content of 2,5%, and EPI hardener “Hardener 1999” was used at a content of 30% (hardener-resin solid, w/w). Both resins were applied with a content of 10% (resin solid-dry pulp, w/w) using an air compressor with spray gun. A mixer machine and a weight balance were used to ensure the standardized resin application. The MDF thickness was kept constant at 6 mm. The effects of pulps (RMP and CMP) and resins (UF and EPI) were compared, and four types of boards were manufactured.
The resin-infused pulp was poured into a 30 cm × 30 cm mold where cold pressing was carried out manually. Subsequently, it was subjected to hot plate pressing at 180 °C (Tramelsa, PHV 60 TON, Peru) where the pressure was increased from 0 to 13 MPa for 10 s, maintained at 13 MPa for 9 min and 40 s, and finally released for 10 s. To determine the appropriate pressing process, previous tests were carried out and previous experiences of the authors were taken into account. The manufactured MDF was conditioned at 25 °C of temperature for 24 h.
Chemical characterization
WR, RMP and CMP were chemically characterized according to the TAPPI standards. Additionally, a bark-free wood (WC) sample was characterized to contrast the effects of bark. Holocellulose (Jayme-Wise's method), α-cellulose (T 203 cm-99; TAPPI, 1999), Klason lignin (T 222 om-98; TAPPI 1998), ethanol extractives (T 204 cm-97; TAPPI 1997), and ash (T 211 om-93; TAPPI 1993) contents were determined. The hemicellulose values were obtained from the difference between the holocellulose and α-cellulose values (Cruz et al., 2018). All chemical characterization tests were carried out in triplicate. The statistical analysis was carried out. analysis of variance (Anova) was performed with the data obtained. The pulps were subjected to multiple comparisons of means using the Tukey test.
Physical and mechanical characterization
Physical and mechanical properties of the four types of MDF (RMP-UF; CMP-UF; RMP-EPI; CMP-UF) were evaluated. Six boards of 0,09 m2 were made per each treatment, for a total of 24. Physical properties evaluated were density with three specimens (EN 323; European Committee for Standardization [CEN, for its acronym in Spanish], 1993e), moisture content with two (MC; EN 322; CEN, 1993d), and thickness swelling after 24 h of water immersion with four (TS-24h; EN 317; CEN, 1993b). Regarding mechanical properties, modulus of elasticity (MOE) and modulus of rupture were tested with three specimens per each board (MOR; EN 310; CEN, 1993a), and internal bond with four (IB; EN 319; CEN, 1993c). Specimens were conditioned to a constant mass at a relative humidity of 65% ± 5% and a temperature of 20 °C ± 2 °C before testing. All tests were carried out in an Tinius Olsen universal testing machine with 27 215 kg (60 000 lb) of capacity and deflectometer with 2,54 cm (1”) stroke and 0,00254 cm (0,001”) precision. Internal bond test velocity was 1,143 mm/min, while for MOR and MOE it was 6,096 mm/min.
Scanning electron microscopy
The internal structure of MDF was observed under a scanning electron microscope (SEM; Thermo Scientific, Quantum 250, USA). A sample was prepared for MDF and was covered with a dilute gold solution for 4 min to observe internal structure of boards, and interaction between resin and fibers.
Data analysis
The program R version 3.6.1 (RStudio Team, 2020) was used for data analysis. An analysis of variance (Anova) was performed to determine the differences between the mean values of the physical and mechanical properties. The Tukey (density, MOR, MOE) test was used to differentiate the significance in the mean values, which are indicated by different letters in each graph. Moreover, the Kruskal- Wallis test was applied to TS-24h, and IB values.
Results and discussion
Pulp
High yields were obtained in the pulping processes (Souza et al., 2015). The RMP and CMP yields were 93,70% and 88,76%, respectively. The RMP yield was higher than the CMP yield because most of the wood components of RMP remained in the pulp (Souza et al., 2015), while in the NaOH process, non-fibrous matters were removed (Zaki et al., 2012), which diminished the pulp yield.
Bauer McNett fiber classification
Fibers from pulps were classified into five fractions in the Bauer McNett fiber classifier and are shown in Figure 1. The percentage of fibers shorter than 300 µm was 60,73% in the RMP and 48,44% in the CMP. This was due to the high quantity of fines that were detached from the fiber surface in the RMP. These results are attributed to the abrupt separation of the fibers during the pulping process of the RMP (Fig. 2-A). These fractions reduce the quality of material since the technologically valued fibers are the large ones (Ye et al., 2007).


In contrast, the percentage of fibers longer than 300 µm was under 40% in the RMP, while in the CMP, it exceeded 40%. This superiority of CMP was attributed to the effect of NaOH pretreatment on the wood through the hydrolysis reactions in the middle lamella, which caused the weakening of the interfibrillar bonds (de la Macorra, 2004). Consequently, mostly whole, and individual fibers were obtained (Fig. 2-B). Boards made of these fibers show up with greater mechanical and physical properties (Belini et al., 2008).
Fiber morphology
The mean values of fiber morphology parameters are shown in Figure 3. The RMP fiber (length: 0,608 mm) was shorter than the CMP one (length: 0,912 mm), and the RMP fiber (width: 38,8 µm) was wider than that of the CMP (width: 32,7 µm). In other words, RMP had short and wide fibers, while CMP had long and thin fibers. This is expected because NaOH helped the fiber separation during the pulping (Solár et al., 2011). Comparing with the reported by Córdova Contreras et al. (2020) for bolaina wood between 4 and 6 years old, fibers under study are shorter and wider. The fiber length, according to Hillman (1998), is influenced by the species, growth conditions, position within the trunk, and mechanical treatment methods. Similarly, the relatively long fibers in the CMP were a consequence of the alkaline pretreatment, which enabled the achievement of a higher quantity of whole fibers compared to the RMP fiber quality.
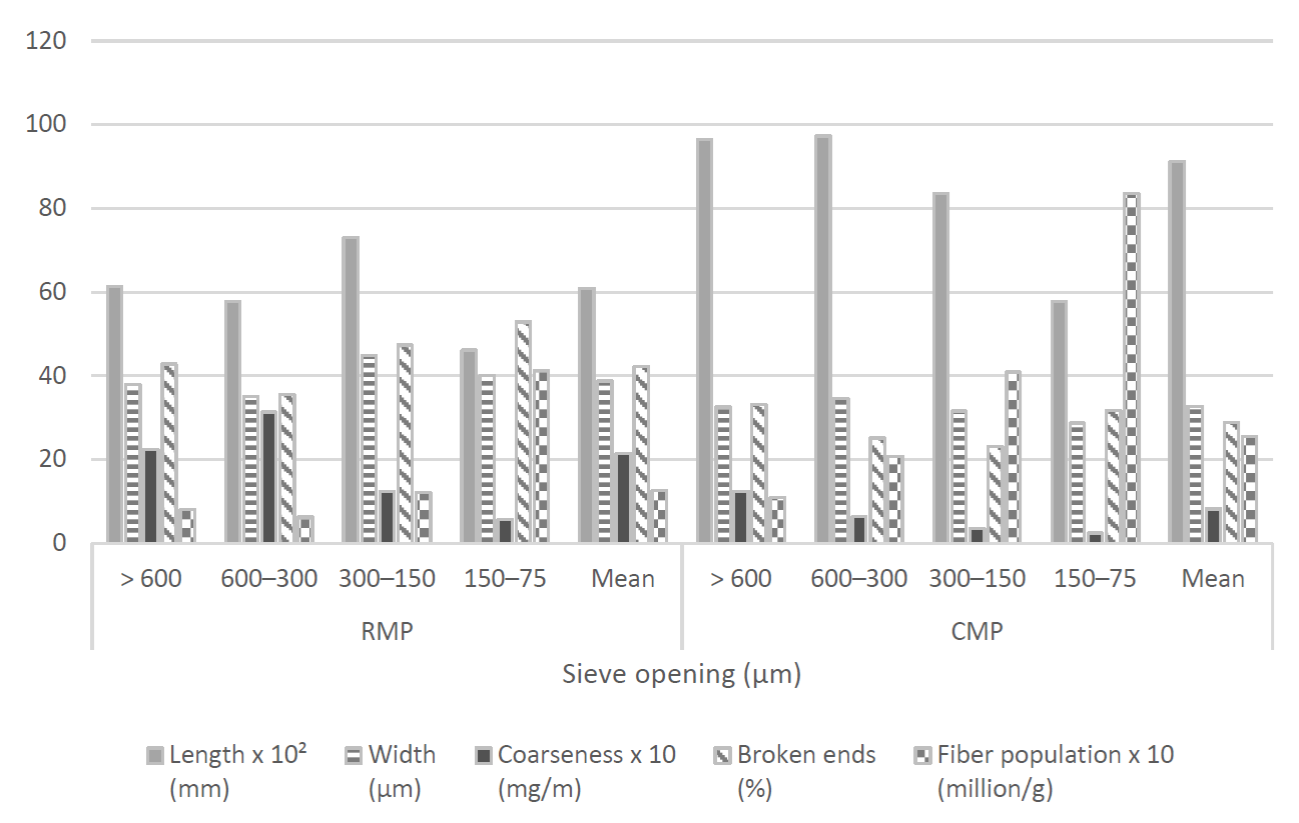
FIGURE 3 Measurements of fiber morphology parameters of the RMP and CMP fibers evaluated in the Morfi compact equipment.
The coarseness value of the RMP (2,141 mg/m) was higher than for CMP (0,814 mg/m). This parameter is related to the fiber width and the cell-wall thickness (Perng et al., 2009), as well as the fiber density (Ramírez-Coretti, 1996). Consequently, the RMP had a denser fibrous matter than the CMP. Besides, there was a higher quantity of BE in the RMP (42,21%) than in the CMP (28,85%). This was explained by the presence of abundant fiber breaks due to the absence of NaOH pretreatment (Zanuttini & Marzocchi, 2003).
The FP was lower in RMP (1,261 × 106 g-1) than in CMP (2,542 106 g-1). For both pulps, this parameter was lower than the range (10,0-15,0 million/g) indicated for hardwood fibers by Hillman (1998). There was an inverse relationship between the FP and the coarseness. Notably, the CMP fibers had an advantage: they had numerous available links per unit length due to their low coarseness and high FP compared to the RMP case (Nordström & Hermansson, 2018).
Chemical component analysis
The chemical compositions of the WC, WR, RMP, and CMP were compared (Fig. 4). ANOVA was performed for each of the chemical components, and only α-cellulose did not show significant differences between the samples.
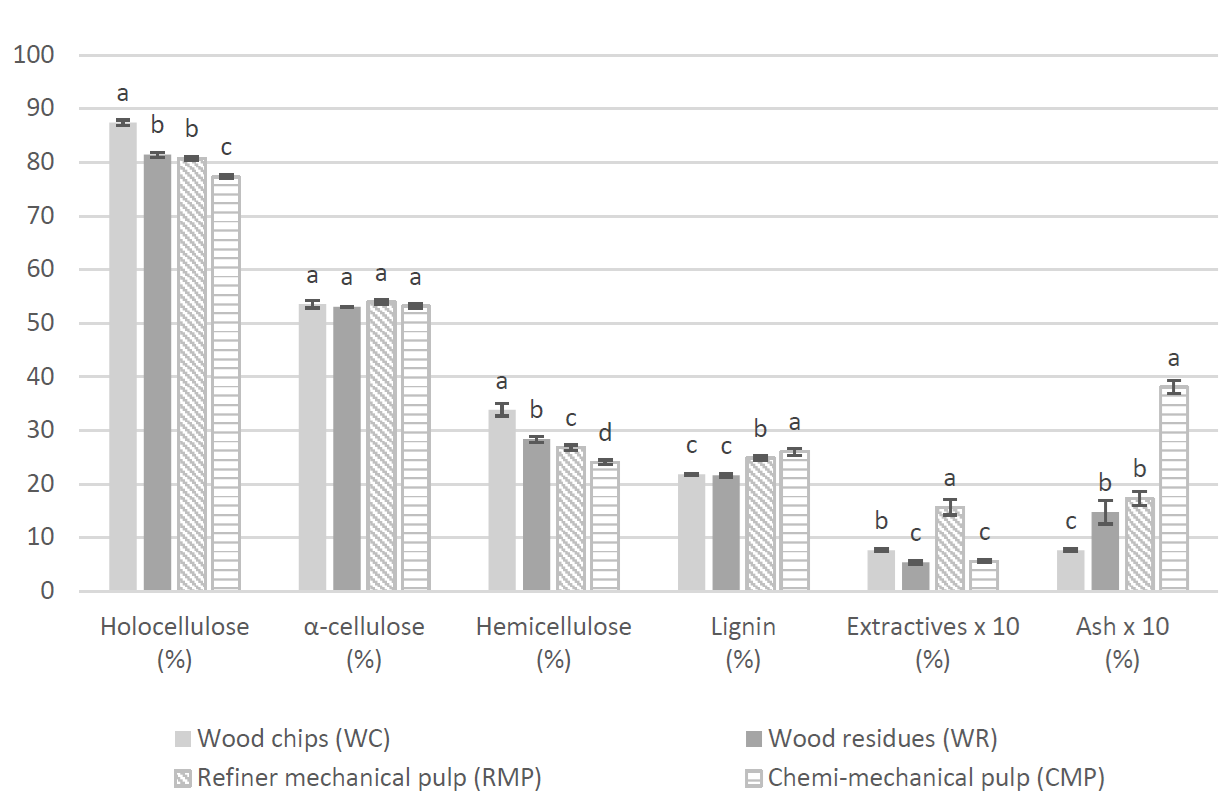
* Bars with different letters present there is a significant difference at p < 0,05 (Tukey test)
FIGURE 4 Chemical composition of woods and pulps from bolaina (Guazuma crinita Mart.).
The bark is the protective skin of wood and it represents approximately 9%-15% of the stem volume, depending on the species and other conditions (Gupta, 2009). The chemical composition of the bark differs among and within species (Rowell et al., 2005). Generally, the bark is considered a contaminant in the pulp and paper industry (Myers et al., 1996). The bark present (5%) increased the ash contents of the material. However, the holocellulose, hemicellulose and ethanol extractives contents decreased. Regarding the chemical differences between the pulps, RMP presented lower content of lignin and ash, and higher content of holocellulose, hemicellulose and ethanol extractives than CMP.
The holocellulose content in bolaina wood from 4 to 6-year-old plantations was in the range of 72,01%-79,23%, which is lower than for WC (87,43%) in this study (Córdova Contreras et al., 2020; Miguel et al., 2019). Similarly, the holocellulose content of the WC (87,43%) was higher than that of natural forest wood (72,35%) (Egoavil, 1992). The α-cellulose content in WC (53,57%) was higher than the range (45,95%-51,85%) presented by Miguel et al. (2019) and Malpartida (2010) for bolaina wood from 3 to 5-year-old plantations. On the contrary, the α-cellulose content of WC (53,57%) was very close to that reported (53,48%) by Egoavil (1992) for natural forest wood. Aguinsaca et al. (2019) explain that there may be differences in the chemical contents in the same tree and among trees of the same species due to several factors. The hemicellulose content of WC (33,86%) was higher than those reported (27,38% and 18,87%) by Miguel et al. (2019) and Egoavil (1992) in bolaina wood from 4-year-old plantations and natural forest, respectively.
Furthermore, the lignin content of WC (21,81%) was within the range (18,44%-28,61%) observed by Córdova Contreras et al. (2020), Miguel et al. (2019), and Malpartida (2010) for 3-year-old to 6-year-old wood plantations. However, the lignin content of WC (21,81%) was lower than that of natural forest wood (24,48%) (Egoavil, 1992). The ethanol extractives content of WC (0,77%) was lower than the range (1,80%-7,00%) reported by Córdova Contreras et al. (2020), Miguel et al. (2019), and Malpartida (2010) for 3 to 6-year-old plantation wood of the same species. Further, the content was lower than the ethanol-benzene extractives content (1,44%) of natural forest wood reported by Egoavil (1992). The dissimilarity can be attributed to the introduction of an additional solvent during the extraction process. The ashes obtained in WC (0,77%) were below the range (1,11%-1,78%) reported by Córdova Contreras et al. (2020) and Malpartida (2010) for the wood of the same species from 3 to 6-year-old forest plantations. In a natural forest, the ash content of bolaina (1,97%) (Egoavil, 1992) is higher than that of WC (0,77%). The difference in the contents was attributed to the physiological, morphological, anatomical, environmental, and edaphic factors that facilitate the modification of the concentrations in each tree and among trees of the same species (Aguinsaca et al., 2019).
Physical properties
Three physical properties were determined for the four types of MDF. Figure 5 shows the differences among MDF, except MC because it did not present the interaction between the pulp and resin.
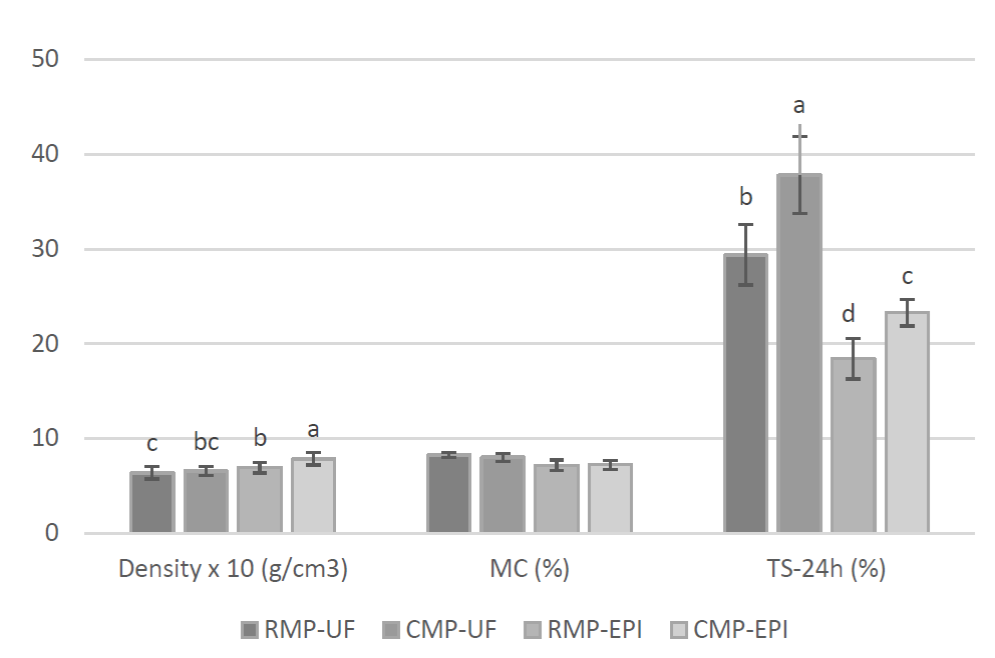
* Bars with different letters present there is a significant difference at p < 0,05 (Tukey test).
FIGURE 5 Physical properties of four types of MDF.
The density values of RMP-EPI (694,43 kg/m3) and CMP-EPI (788,31 kg/m3) were higher than those of RMP-UF (641,70 kg/m3) and CMP-UF (658,91 kg/m3). As shown in Figure 6, there is a greater proximity between the fibers in the boards with EPI than with UF; this is because the density is related to the porosity or the proportion of hollow space volume (Shmulsky & Jones, 2011). Both resins achieved a better bonding between the fibers with the CMP. The CMP-EPI treatment exhibited the highest board density (788,31 kg/m3) (Fig. 5).

The MC was influenced by the resin factor. The EPI boards (7,22%) showed lower MC than the UF boards (8,17%). The lower MC of the EPI boards can be explained by the good environmental stability (hydrophobicity) of the resin (Guo et al., 2018). The highest MC was obtained by RMP-UF (8,28%), followed by CMP-UF (8,05%), CMP-EPI (7,25%), and RMP-EPI (7,20%), in that order (Fig. 5).
The thickness swelling (TS) after 24 h of the MDF comparison are shown in Figure 5. Among the treatments, the CMP-UF (37,81%) board exhibited the highest TS values, followed by RMP-UF (29,38%), CMP-EPI (23,29%), and RMP-EPI (18,42%), in that order. In other words, the RMP boards had less TS than the CMP ones. Regarding the resin, the EPI boards obtained lower TS values than the UF ones. This shows that MDF glued with the EPI had better bonds between the fibers owing to a greater number of sustainable bonds that counteracted the separation forces due to the moisture (Halvarsson et al., 2008). Moreover, the good interlacing of the fibers reduced the porosity of the board (Fig. 6) and thus decreased the capacity to capture water between its fibers (Ceccarelli & Gonzales, 2016). The UF boards exhibited increased TS owing to the low water resistance of the resin (Grigsby et al., 2012). The superior mean values of the CMP boards were attributed to the pretreatment of the chips in alkali. This process increased the availability of the hydroxyl radicals in the fiber, allowing its bonds to capture wáter (hydrogen bonding) more easily, triggering TS of the board (Ceccarelli & Gonzales, 2016). Another factor that influenced the swelling of the boards is the presence of the bark particles, because they interfered with the adhesion among fibers, generating hollow spaces inside the MDF (Tinti et al., 2018); despite this, the EPI resin controlled the effect better than the UF resin.
Mechanical properties
The MOR of the EPI boards has the highest mean values. The MOR values of the RMP-EPI (13,79 MPa) and CMP-EPI (15,12 MPa) treatments were not significantly different (Fig. 7). The good performance of these types of MDF can be attributed to the presence of isocyanates, which are highly reactive organic compounds that can even react with water in preference over the wood component (Nuryawan & Alamsyah, 2018; Solt et al., 2019). On the other hand, the MOR values of the RMP-EPI (13,79 MPa) and RMP-UF (11,76 MPa) boards were not significantly different either, which implies that both resins had the same performance in the RMP boards. This result is related to the density, because the higher the density, the higher the strength (Shmulsky & Jones, 2011). The CMP had the highest MOR values (CMP-EPI: 15,12 MPa) and the lowest (CMP-UF: 9,26 MPa). This result shows that the resin is a determining factor.
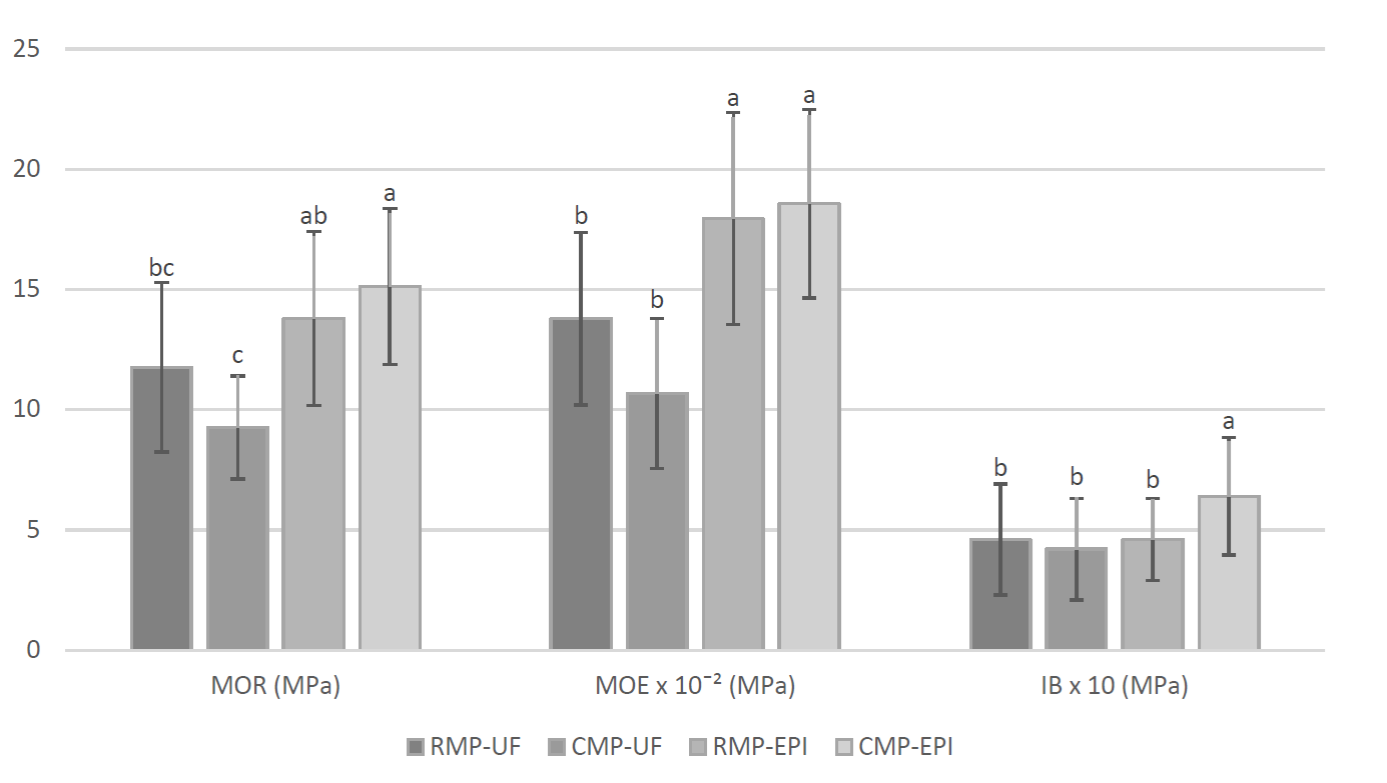
* Bars with different letters present there is a significant difference at p < 0,05 (Tukey test).
FIGURE 7 Mechanical properties of four types of MDF.
The MOE of the CMP-EPI (1856,79 MPa) and RMP-EPI (1794,52 MPa) boards were better than those of the CMP-UF (1068,00 MPa) and RMP-UF (1378,70 MPa) boards (Fig. 7). The greater rigidity of the EPI boards is attributed to the better performance of the EPI over the UF.
Regarding the IB, the CMP-EPI (0,64 MPa) treatment produced the highest values, whereas the other three treatments (RMP-UF: 0,46 MPa; CMP-UF: 0,42 MPa; RMP-EPI: 0,46 MPa) produced resistance without significant differences between them. The best resistance of the CMP-EPI boards is attributed to their high density and greater number of bonds between the fibers and the EPI resin, given its high adhesion resistance (Guo et al., 2018).
Comparison of MDF properties with standards
The values of the physical and mechanical properties of the MDF made with CMP-EPI and RMP-EPI treatments were compared with the corresponding values shown in the European and American standards (Fig. 8). In the comparison of the physical and mechanical properties for MDF-standard presented in the EN 622-5 (CEN, 2009) standard, both the RMP-EPI and CMP-EPI boards complied with TS-24h. In comparison, when it is compared to the MDF light board (L-MDF) values of the same standard, the RMP-EPI board exceeded the requirements except for the MOR, whereas the CMP-EPI board satisfied MOE and IB requirements. In the case of the American National Standard Institute [ANSI] A208.2 (ANSI, 2009) standard, both of the mentioned boards complied with the MOR and MOE, but only CMP-EPI exceeded the IB. In general, the density achieved allowed the properties of the boards of the present study to exceed some standard values; however, it was insufficient because it did not fulfill all of them. The main reason was their bark content (5%) which has a detrimental effect on the physical and mechanical properties of MDF (Xing et al., 2006).

Conclusions
It was feasible to manufacture MDF with wood residues (5% bark) of bolaina. Regarding the resins used, emulsion polymer isocyanate (EPI) in MDF imparted better physical and mechanical properties than the urea-formaldehyde (UF) resin. Both refiner mechanical pulp (RMP) and chemi-mechanical pulp (CMP) imparted similar physical and mechanical properties to the MDF boards. The types of MDF with the best physical and mechanical properties were RMP-EPI and CMP-EPI. In the comparison of the values of these boards with the minimum requirements standards, it was shown that MDF light board of the European (EN 622-5; CEN, 2009) standard and standard MDF of the American (ANSI A208.2; ANSI, 2009) standard were partially exceeded.

