











 nueva página del texto (beta)
nueva página del texto (beta) Inglés (pdf)
Inglés (pdf)
 Artículo en XML
Artículo en XML Referencias del artículo
Referencias del artículo
 Enviar artículo por email
Enviar artículo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
Permalink1. Introduction
Cellular manufacturing systems (CMS) are considered as a major application of group technology in manufacturing environments (Ham et al., 1985; Irani, 1999), where products are grouped into product families, also known as part families, to be produced on groups of machines that are laid out together on the shop floor to form manufacturing cells. The cellular manufacturing approach combines the flexibility of the job shop machine environment while maintaining the efficiency of the flowshop production environment. Similarly, the production of smaller batches, applying a unit-by-unit production approach, allows for additional economic benefits for an organisation’s production systems (Jeon & Leep, 2006; Lin, Ying & Lee, 2009).
The successful implementation of CMS brings benefits related to the reduction of machine setup times, material handling and work-in-process inventory while improving throughput and quality of products (Burbidge, 1975; Ham et al., 1985; Irani, 1999; Wemmerlöv & Hyer, 1989). For this reason, CMS have been associated with advanced production systems such as just-in-time production and flexible manufacturing systems, among others (Behnamian et al., 2010; Ebrahimi et al., 2016; Keshavarz et al., 2019; Saravanan & Noorul Haq, 2008; Tavakkoli-Moghaddam et al., 2010; Wu et al., 2007), where the advantages of CMS are necessary to compete in today’s global markets.
One of the main reasons to implement CMS in high-variety, low-volume industries is to minimise machine setup times, which are defined as the time required to carry out all the preparation activities before producing a type of product (Lin et al., 2009; Saravanan & Noorul Haq, 2008; Venkataramanaiah, 2008). These preparation activities are considered as non-value adding activities in lean production philosophies, which eventually impacts the productivity of production systems (Arbós, 2009; Dennis, 2015; Reddy & Narendran, 2003).
Despite this fact, many industries that offer a high variety of products have production environments where setup times are not optimised and, therefore, production times are being consumed by these non-value adding activities. Also, managers in some traditional industries, such as the garment industry, are reluctant to make major changes in their companies since they do not know the real impact of some of the alternatives being evaluated. In this sense, simulation approaches have been proven to be a powerful tool for decision making in environments characterized by uncertainty (Fathollah et al., 2009; Jiménez-García et al., 2014; Jin et al., 2014; Ramírez-Granados et al., 2014; Rendón-Sagardi et al., 2014; Zhu et al., 2014). In operations management, simulation has been a fundamental tool when designing operations processes (Jahangirian et al., 2010; Ji et al., 2020; Negahban & Smith, 2014; Zhu et al., 2014), supply chain networks (Jiménez-García et al., 2014; Petrovic et al., 1998) or material- handling systems (Florescu & Barabas, 2020; Leung & Lau, 2020), among other complex decisions in the field. Similarly, simulation models can help understand variations in production system performance that may have different predicted scenarios without directly impacting the actual production system (Abdulmalek & Rajgopal, 2007; Florescu & Barabas, 2020; Persson & Olhager, 2002; Rendón-Sagardi et al., 2014).
In this paper, a simulation approach is used to evaluate the performance of a proposed cellular manufacturing system for the sewing area of a sportswear manufacturing company in the city of Cúcuta, Colombia. The simulation study is designed according to the steps presented by Banks et al. (2014), where an analysis of the current state is carried out for the case study and the proposal of a CMS is presented and evaluated to find out the impact of the alternative, based on indicators such as the average flow time, the average throughput and the average setup times. The paper is then divided as follows: Section 2 describes the steps developed for the simulation study presented in this paper; Section 3 presents an analysis of the results of the simulation models for the current and proposed states; finally, Section 4 concludes and presents insights for future research.
2. Materials and methods
The simulation study presented in this paper was performed according to the steps defined by Banks et al. (2014) as shown in Figure 1. In their approach, the authors defined a series of steps, which include: formulating the problem, setting the objectives of the model, defining the conceptual model and collecting the necessary data, translating the model into a program, designing the experiments, among others. These steps are described below for the simulation study of a cellular manufacturing system proposal for the sewing department of a sportswear manufacturing company.

2.1. Problem formulation
2.1.1 The case of a sportwear manufacturing company
The case of a sportswear manufacturing company located in Cúcuta, Colombia, is presented in this paper. The case study is a company from the garment industry, which is an important industrial sector in this city. However, companies in this industry are known to be traditional organizations, where decisions are made based on empirical knowledge and labour is considered as the main resource. For this reason, companies from the garment industry in Cúcuta are lacking in productivity, while competition is increasing in current global markets.
The sportswear manufacturing company presented in this study produces t-shirts, sweatpants, trousers for both men and women, as well as leggings and tank tops for women, and distributes them to customers around the city. Currently, the company has six departments: 1) reception and dispatching of raw materials and finished products, 2) sewing, 3) printing, 4) finishing, 5) office and 6) storage of raw materials and finished products. The general production process starts in a nearby satellite workshop, where the fabrics are cut and sent to the sportswear manufacturing company. In the company’s facility and according to the design specifications, the fabrics are sent to the printing area, where the required design is applied using printing machines. When they are required, the fabrics are sent to the sewing department and assembled according to the specific production process for each product family, using the sets of available machines: 6 coverstitch machines, 4 overlocker machines and 4 lockstitch machines, which are arranged in a flexible job shop environment, that is, there are stages of m parallel and similar machines (Pinedo, 2016). Once the product is assembled, it is taken to the finishing area where the excess of threads is cut, buttonholes are made -when applicable-, and the final products are labelled and packed. Finally, according to the urgency of the orders, finished products are sent to the storage or directly to the dispatching area.
Due to the need to increase productivity and efficiency in its production process, the company plans to improve the sewing process, among other actions. In this sense, a cellular manufacturing system is proposed for the sewing department of the sportswear manufacturing company, as is presented below. However, the company does not know the impact that a cellular manufacturing system can have on the performance of its sewing area, which is why a simulation study comparing the current and proposed states is carried out in this paper.
2.1.2. Description of the current sewing processy
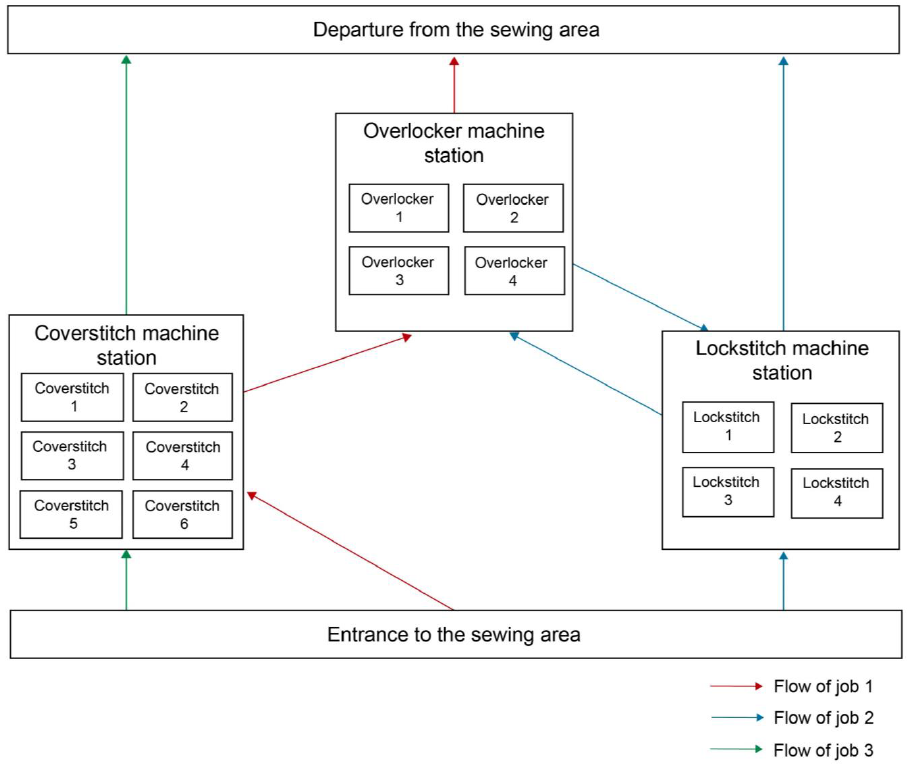
As mentioned before, the case study manufactures sportswear garments using a flexible job shop machine environment in the sewing process. A flexible job shop is considered as a generalisation of the job shop and the parallel machine environments (Pinedo, 2016), where there are w stations, each with m similar machines in parallel. In this environment, jobs or materials are processed at each station on only one machine, following the sequence of operations related to the type of product to which the jobs belong. Figure 2 shows a conceptual scheme of the machine environment for the current state of the sewing department in the sportswear manufacturing company.
Source: Authors.
Figure 2 Conceptual scheme of the flexible job shop environment for the current state.
The figure shows the coverstitch, overlocker and lockstitch machine stations, as well as an example of the flow of jobs through the sewing department in the flexible job shop environment. In this current state, jobs represent batches of 12 product units, which enter the sewing area and are allocated to the first available machine in each station, according to the sequence of operations for the product family they belong. If all the machines in a station are occupied, incoming jobs must wait until a machine is available. When this event occurs, a job enters the station, and a sequence-dependent family setup time is required on the machine before processing the job. Thus, if a machine is processing a job belonging to one product family, the machine requires a setup time before processing a job belonging to a different product family, and this setup time is dependent on the sequence of the families. Jobs belonging to the same product family, which are subsequently processed on the same machine, require a minor or negligible setup time. Also, this system can feature job recirculation, i.e., jobs may be processed at one station more than once; however, machines can only process one job at a time. When processing is completed at the stations in the department, jobs leave the system for subsequent operations (e.g., to the finishing process).
Despite the benefits of a flexible job shop environment, which include high machine utilisation and high levels of flexibility in providing a wide variety of products, this machine environment also promotes high levels of material handling and, due to machine setup times, high levels of work-in-process inventory, as well as job waiting times. This situation causes increases in wastes (i.e., ‘mudas’ in the lean manufacturing terminology) and operational costs in the production system, as well as tardy deliveries to customers, which eventually impacts the company’s productivity and image in the market.
2.1.3. Proposed cellular manufacturing system for the sewing department
To improve the current situation of the case study’s sewing area, a cellular manufacturing approach is proposed. The cellular manufacturing system consists of arranging machines together in manufacturing cells (MC) to produce groups of similar products, called product families (Ham et al., 1985; Irani, 1999), which are processed unit to unit on each manufacturing cell. This system allows manufacturing industries to take advantage of group technology benefits, such as the minimisation of setup times, material handling and work-in-process inventory, as well as the increasing of the throughput (i.e. flow rate) and quality of products (Wemmerlöv & Hyer, 1989).
The cellular manufacturing system was proposed by firstly analysing the sequence of operations of the main product families that the sportswear manufacturing company is producing. Table 1 presents the product families considered for this study, including a general sequence of operations in the sewing department and the required quantity for a specific order, which was used as input data for the simulation model. Based on the sequence of operations of the product types, three manufacturing cells were empirically formed to produce product families with similar operations, as shown in Table 2. Finally, the layout of the manufacturing cells was considered to locate the cellular manufacturing system approach in the area of the sewing department, as is presented in Figure 3. The figure also shows the flowline of jobs through each manufacturing cell.
Table 1 Product families considered for the simulation study.
| General sequence of operations | Product families (References) | Required quantity for a specific order | |
|---|---|---|---|
| T-shirts | Coverstitch, overlocker and coverstitch stations | W057-C01 | 48 |
| W057-C02 | 36 | ||
| W057-C03 | 48 | ||
| Total | 132 | ||
| ousers | Lockstitch, overlocker, lockstitch, overlocker, lockstitch, overlocker, coverstitch, lockstitch, coverstitch and lockstitch stations | A034-P01 | 36 |
| A034-P02 | 48 | ||
| Product types | 84 | ||
| Sweatpants | Coverstitch station | S082-S01 | 36 |
| S082-S02 | 12 | ||
| S082-S03 | 36 | ||
| Total | 84 | ||
| Top tanks | Coverstitch station | P021-F01 | 36 |
| Total | 36 | ||
| Leggings | Coverstitch station | P021-L01 | 24 |
| Total | 24 | ||
| Total required quantity | 360 |
Source: Authors.
Table 2 Manufacturing cells formed for the proposed state.
| Manufacturing Cell 1 (MC1) | Manufacturing Cell 2 (MC2) | Manufacturing Cell 3 (MC3) | |
|---|---|---|---|
| Product types assigned to the MC: | T-shirts | Trousers | Sweatpants, leggings and top tanks |
| 1. Lockstitch | |||
| 2. Overlocker | |||
| 3. Lockstitch | |||
| Machines that form each cell (numbering is used in the layout) |
1. Coverstitch | 4. Overlocker | 1 Coverstitch |
| 2. Overlocker | 5. Lockstitch | 2 Coverstitch | |
| 3. Coverstitch | 6. Coverstitch | 3 Coverstitch | |
| 4. Coverstitch | 7. Lockstitch | 4 Coverstitch | |
| 8. Coverstitch | |||
| 9. Lockstitch | |||
| Conceptual scheme: | Figure 3a. | Figure 3b. | Figure 3c. |
Source: Authors.

2.2. Simulation model objectives
Since the main objective of the sportswear manufacturing company is to improve the efficiency and productivity of the sewing department, the simulation model presented in this paper seeks to improve the performance of indicators related to efficiency and productivity in production systems such as flow time and throughput (Nahmias & Olsen, 2015). The average flow time is known as the average time a job takes in the system, from the beginning to the end of its production process, while the average throughput is the average output rate of a production system (Goldratt & Cox, 2014; Nahmias & Olsen, 2015).
Each entity in the Simio® 10 simulation software includes the information of the average flow time and throughput statistics, according to the running times of the model. This data is used to compute the average flow time and the average throughput time, based on the equations (1) and (2), respectively. Therefore, these measures are considered as responses in the design of the simulation experiment. Besides, setup times, which are a major waste in the production system, as mentioned before, are also analysed at the end of the simulation runs.
2.3. Model conceptualisation and data collection
A description of both the current and the proposed states for the case study’s sewing department was presented in previous sections, where conceptual schemes were shown for each state in Figure 2 and Figure 3, respectively. These conceptual schemes were used as the conceptual models for the simulation study presented in this paper.
Concerning the data collection process, the processing times of jobs on each machine for both the current and the proposed states, as well as the sequence-dependent family setup times were given by the sportswear manufacturing company and are presented as Supplemental Material of this paper.
2.4. Translation of the simulation model into Simio® Simulation Software
The translation of the conceptual models into the simulation models was performed using Simio® 10 Simulation Software (https://www.simio.com/). Simio® is known as a very powerful simulation framework for quickly evaluating production alternatives using 3D graphics (Simio LLC, 2020). In this paper, the academic version of Simio® 10 was used for comparing the performance between the current and the proposed states of the case study’s sewing department.
The process of creating the simulation model consisted firstly in designing the plant layout of the sewing area for the current and proposed states of the case study. To do this, SketchUp 3D design software was used, according to the current location of the machines in the area, and the cellular manufacturing system proposed in this document. These designs were imported into the Simio® interface and the machine stations and machines forming the manufacturing cells were entered into the simulator using the Server elements. Also, Path and Connector elements were used to define the relationships between machines according to the sequence of operations of each product family. Table 3 presents the software elements used in the construction of the simulation models, which are displayed in Figure 4.
In the case of the simulation model for the current state, the number of workstations (coverstitch, lockstitch and overlocker stations), rather than the individual machines of each station, were considered for the definition of the number of Servers. In this sense, Table 3 describes a total number of 3 Servers for the current state, which is equal to the number of workstations mentioned above. For this reason, Figure 4a shows the groups of machines belonging to each station in separate-coloured lines (red, green and blue, respectively) and are treated as Servers with a capacity equal to the number of machines in the station (6, 4 and 4, respectively). The model was developed in this way because each workstation has similar machines performing the same operations simultaneously for lots of orders. For the case of the simulation model for the proposed state, the number of Servers was given by the number of individual machines, i.e., 17 Servers for 17 machines, as shown in Figure 4b. This model was developed in this way because operations are performed on a unit-by-unit basis on each machine in CMS.
Table 3 Software elements used in the construction of the simulation model.
| Element | Description of the element | Quantities used on each model | |
|---|---|---|---|
| Current | Proposed | ||
| Source | It allows entities (product families) to enter the system. | 1 | 1 |
| Sink | It allows entities (product families) to leave the system. | 1 | 1 |
| Server | It allows to represent the operation of specific workstations or machines: coverstitch machine, overlocker and lockstitch machine stations for the current state and individual machines in each manufacturing cell in the proposed state. | 3 | 17 |
| Model Entity | It represents the product families: T-shirt 1, 2 and 3; Trousers 1 and 2; Sweatpants 1, 2 and 3; Top tanks 1 and Leggings 1, which flow through the system. | 10 | 10 |
| Path | It represents the path or route taken by the entities to pass through the different stages of the system. | 4 | 6 |
| Connector | It indicates a connection between different elements of the model, which allows the entities to pass through the system, without a specific path or route | 6 | 14 |
Source: Authors.
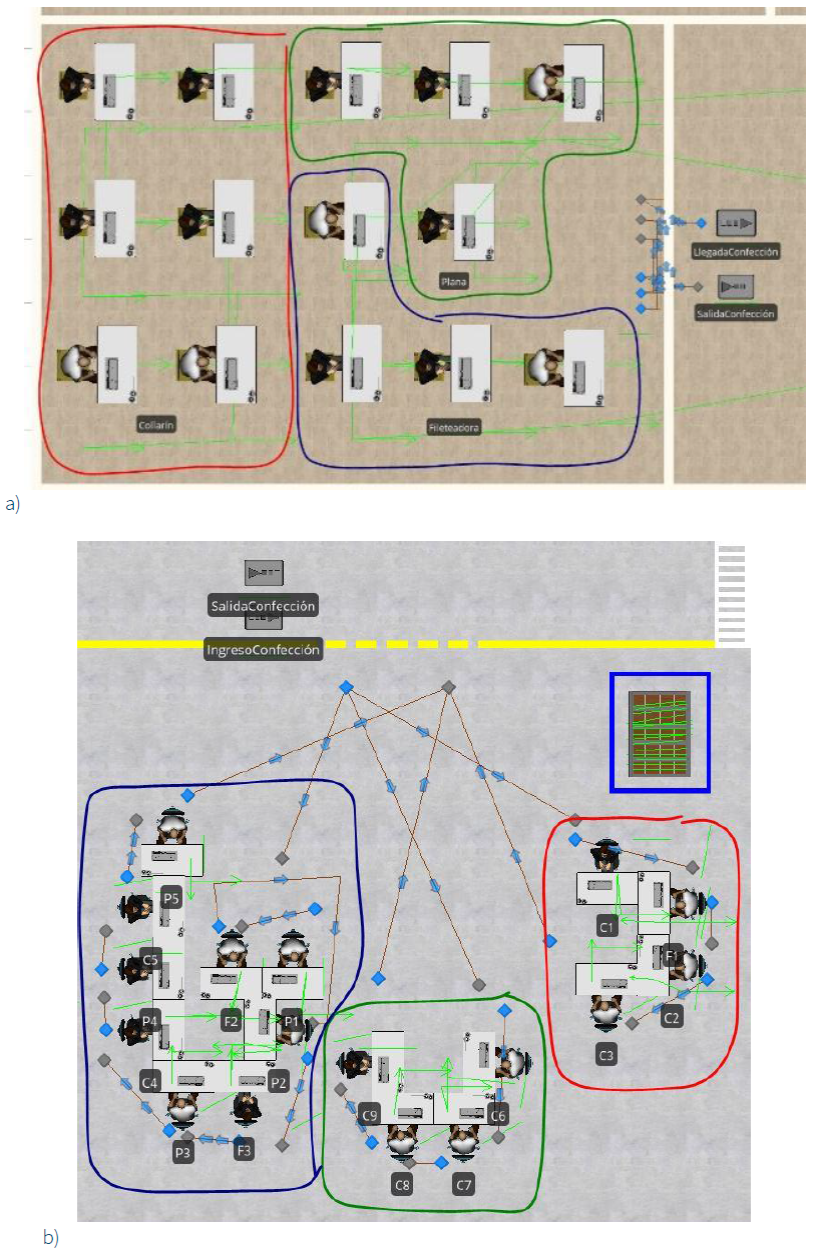
Source: Authors.
Figure 4 Representation of the simulation models for a) the current state and b) the proposed state in Simio®. Colours in a): Red: coverstitch machines, Blue: overlocker machines, Green: lockstitch machines. Colours in b): Red: CM1, Blue: CM2, Green: CM3.
Once the model schemes were implemented in Simio®, the next step was to enter the characteristics of each production system through the elements and properties of the simulation software. First, the data tables mentioned below were defined and entered to the function “Data” in the section “Tables” within Simio®: a) a data table which defines the product families and the product mix to be considered in the creation of entities, based on the information presented in Table 1, and b) a sequence table which establishes the sequence of operations for each product family, as well as the processing times of these families on the machines. The processing times were defined using a Random Uniform Distribution as presented in the Supplemental Material. The Random Uniform Distribution was used for the processing times of the models according to the information given by the company about the results of the time and motion studies carried out on its production processes. In this sense, it was sense, a List containing the product families was created using the function “Definitions” for both the “ModelEntity” and the “Model”, which allowed the generation of a “Changeover Matrix” in the function “Data”. This changeover matrix was created to define the sequence-dependent family setup times characteristic of the production system. The processing times of the product families and the sequence-dependent family setup times were entered into the “Processing Time” property of the Servers for both the machines stations in the current state and the individual machines in the proposed state. The Processing Time property was defined as a “Task Sequence”, where setup and processing tasks were entered sequentially for each Server. Finally, a Random Exponential Distribution, with an average of 782 seconds per batch of 12 jobs (1/ [(552 units per day/12 units per batch)/ 36000 seconds per day]) and the product mix were entered into the Source of the model.
2.5. Verification and validation of the model
The verification and validation processes of the simulation models were carried out through preliminary simulations. First, the correct functioning of the model elements was verified: the input of the product families from the Source, the movement of the families through the different machines with the Path and Connector elements, according to the sequence of operations, and the respective output of the model through the Sink. Regarding the validation process, the results of the preliminary simulations of the model for the current state were compared with the real case study where it was found that the model corresponded to the reality of the case study operation for the garment area.
2.6. Experimental design
A total of 100 experiments were considered, where each experiment had 300 hours of simulation and the first 10 hours were used to stabilise the model (“Warm-Up Period”). The warm-up period was determined based on the information reported by the company's Top Management, which considered that after a 10-hour operating shift, the production system in the garment area stabilised in production speed. To evaluate the results for each state of the simulation runs, the model objectives “Average Flow Time” and “Average Throughput” were defined as the main “Response” for the experiments. Also, the “TimeProcessing”, “TimeSetup” and “TimeStarved” properties of the Servers were analysed for each state.
3. Analysis of the results of the simulation models for the current and proposed states
Table 4 shows the results of the average processing, setup and idle times for each of the Servers in the current and proposed states. The results indicate that the proposed implementation of the cellular manufacturing system (CMS) reduced the average processing time by 2,5% and the average machine setup times by 50,65%, while the idle times of machines are increased by 285,1%. These results show that the CMS increased the flow rate of the sewing department and transferred the bottleneck to previous departments such as cutting and printing, which confirms the positive impact of the proposed state when implemented for the case study. The increase in idle times is justified by the implementation of the CMS, which caused improvements in process throughput and machine setup times; this resulted in machines performing their operations in less time, thus generating idle times that are not related to the proposed slight increase in the number of machines from 14 to 17. Therefore, the solution to the idle times lies in the increase of production orders rather than in the reduction of the proposed number of machines.
Table 4 Analysis of the average processing, setup and idle times for the sewing department.
| Server | Processing Times | Setup Times | Idle Times | |||||
|---|---|---|---|---|---|---|---|---|
| Average (in seconds) | % | Average (in seconds) | % | Average (in seconds) | % | |||
| Current state | ||||||||
| Coverstitch station | 531,71 | 51,74 | 487,22 | 46,99 | 493,09 | 1,26 | ||
| Lockstitch station | 851,02 | 67,43 | 194,49 | 11,66 | 677,64 | 20,91 | ||
| Overlocker station | 597,95 | 34,82 | 386,23 | 23,32 | 950,24 | 41,86 | ||
| Current average: | 660,23 | 51,33 | 355,98 | 27,33 | 706,99 | 21,34 | ||
| Proposed state | ||||||||
| C1 | 1142,21 | 44,32 | 109,45 | 3,34 | 2186,19 | 52,34 | ||
| F1 | 6,50 | 3,40 | 109,46 | 3,34 | 178,59 | 93,25 | ||
| C2 | 609,69 | 44,38 | 109,46 | 3,34 | 791,29 | 52,27 | ||
| C3 | 468,98 | 44,77 | 109,46 | 3,34 | 600,82 | 51,88 | ||
| CM1 average: | 556,85 | 34,22 | 109,46 | 3,34 | 939,23 | 62,43 | ||
| P1 | 1625,22 | 37,88 | 181,99 | 2,68 | 3428,23 | 59,44 | ||
| F2 | 103,61 | 29,76 | 181,96 | 2,68 | 236,04 | 67,56 | ||
| P2 | 201,60 | 34,52 | 181,99 | 2,68 | 367,68 | 62,80 | ||
| F3 | 1921,87 | 43,29 | 181,99 | 2,68 | 3187,70 | 54,03 | ||
| P3 | 39,83 | 13,49 | 181,97 | 2,68 | 247,99 | 83,82 | ||
| C4 | 71,49 | 21,57 | 181,97 | 2,68 | 251,77 | 75,75 | ||
| P4 | 63,36 | 18,18 | 181,98 | 2,68 | 276,49 | 79,14 | ||
| C5 | 207,94 | 34,28 | 181,98 | 2,68 | 383,09 | 63,04 | ||
| P5 | 552,41 | 43,59 | 181,98 | 2,68 | 716,55 | 53,73 | ||
| CM2 average: | 531,92 | 30,73 | 181,98 | 2,68 | 1010,62 | 66,59 | ||
| C6 | 875,38 | 40,93 | 235,62 | 9,65 | 1892,38 | 49,41 | ||
| C7 | 878,48 | 45,93 | 235,56 | 9,65 | 1377,08 | 44,41 | ||
| C8 | 148,11 | 38,37 | 235,59 | 9,65 | 202,74 | 51,97 | ||
| C9 | 1467,58 | 63,82 | 235,59 | 9,65 | 1837,67 | 26,53 | ||
| CM3 average: | 842,39 | 47,26 | 235,59 | 9,65 | 1327,47 | 43,08 | ||
| Proposed average: | 643,72 | 37,40 | 175,68 | 5,23 | 1092,44 | 57,37 | ||
| % Change: | -2,5% | -50,65% | 54,52% | |||||
Source: Authors.
Figure 5 and Figure 6 show a comparison of the simulation results for the average flow time and the average throughput, respectively, in the current and proposed models. The results indicate that the 10 product families spend 5575,52 seconds in the sewing area before leaving the system in the current state. Besides, it was found that on average 133,38 units leave the current-state sewing system. This situation is significatively improved using the proposed cellular manufacturing system and the unit-by-unit production approach, where the average flow time of the entities was reduced to 2706,13 seconds, while the throughput was increased to 1603,93 units on average, which results in improvements of the 51,46% and 1102,52% for the average flow time and the average throughput indicators, respectively.
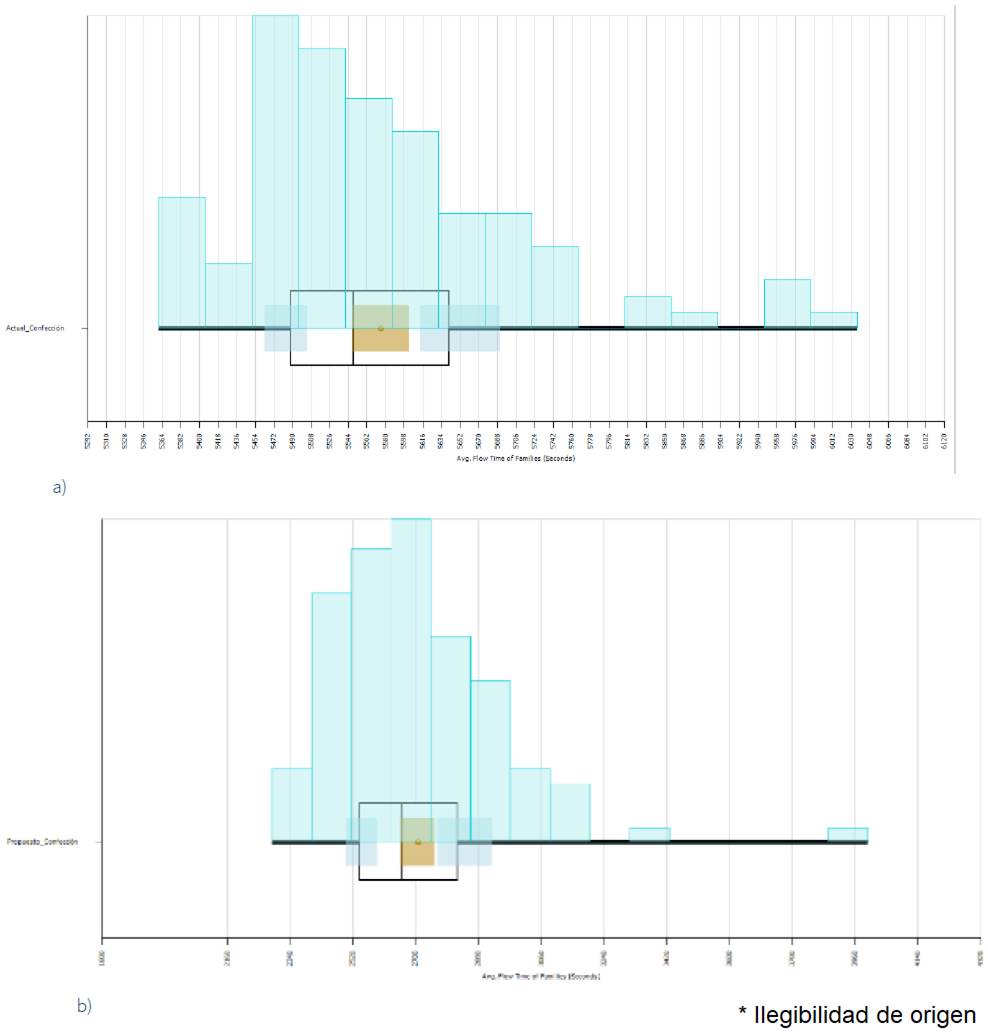
Figure 5 Results of the average flow time for a) the current state and b) the proposed state. Source: Retrieved from Simio® 10.

4. Conclusions and future research
A simulation study is performed in this paper to determine the impact of a cellular manufacturing system (CMS) approach for the sewing department of a sportswear manufacturing company. Firstly, the current state of the sewing area is analysed, where machines are arranged in stations of similar machines, where production is performed according to the availability of machines in each station. Similarly, the CMS proposal is described where t-shirts, trousers, sweatpants, top tanks and leggings are grouped into product families, based on the references, as well as machines are grouped into manufacturing cells, which are assigned to manufacture a specific set of product families.
The simulation models for both the current and the proposed states of the case study are defined and translated into Simio® 10, where the average flow time and the average throughput of entities were defined as the main responses for the study. The simulation study considered 100 experiments, each.of 300 hours of simulation with 10 hours to warm up the experiment. The results of the experiments showed that the average flow time of the entities was reduced by 51,46% by applying the CMS proposal in comparison with the current state. Similarly, it was found that the average throughput of the entities increased by 1102,52% with the CMS approach. In addition, processing time, setup time and idle time of machines (i.e., stations and individual machines for the current state and the proposed state, respectively) were analysed and it was found that the average sequence-dependent family setup time of machines was reduced by 50,65% in the CMS approach, compared to the current scenario, where stations spend most of their time on this non-value adding activity.
Since the benefits of CMS have been widely known in both industrial and academic environments, future research should be focused on the application of optimisation and simulation techniques on the design and implementation of CMS in different production environments within the framework of lean production, just-in-time production or flexible manufacturing systems. Cellular formation, layout and scheduling decisions are also known as very important and complex decisions in CMS literature. For this reason, the integration of these decisions with simulation approaches can improve the quality of the CMS approach in real industrial scenarios.

