











 nueva página del texto (beta)
nueva página del texto (beta) Inglés (pdf)
Inglés (pdf)
 Artículo en XML
Artículo en XML Referencias del artículo
Referencias del artículo
 Enviar artículo por email
Enviar artículo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
Permalink1. Introduction
There is a grwoing need for the use of bi metal or bi alloy composites due to their desirable properties. There is a chance to get several properties together y by combining several metals or alloys through the composite matrixes (Bokov et al., 2021; Kianfar et al., 2019a, 2019b). So, bi-alloy composites are predominant in use in important productions such as-vessels, -automobile and aerospace industries due to their appropriate advents such as light-weight, low density, high corrosion resistant, high wear resistance and high mechanical strength (Korbel et al., 1981; Radhy & Jasim 2021; Saito et al., 1999). In producing “ultra-fine-grain- (UFG)” structures, sever plastic deformation (SPD) methods are famous processes. Some of these methods are equal-channel-angular pressing (ECAP), powder-metallurgy (PM), accumulative-roll-bonding- (ARB), equal-channel-angular-rolling (ECAR), multi-axial-forging (MAF), cyclic-extrusion-compression (CEC) and-so-on. During this technique, APB process which is a type of the-solid-phase-welding method is a pressing process-conducted-on bars which have the particular. Usually and looks like many other SPD deformations, layers-bond-together-during the pressing process and thickness reduction ratio for each step is-50% and. So, cutting, -brushing, -surface-cleaning and stacking of bars together-for the-next-step ate cutting, -brushing, -surface-cleaning and stacking of bars together-for the-next-step in the APB process- (Farhadipour et al., 2017; Kok, 2005; Sedighi et al., 2016). It is stated that during the forming process of bi metal or bi alloy laminates and composites at low number of the process steps, both of soft-and-harder-materials deform in a same style (Heydari Vini et al., 2017; 2018; Mostafapor & Mohammadinia 2016; Rajan et al., 2007;). But, by growing the plastic strain of the process, the harder material fractures which lead to the spreading of harder-material in the-soft material-matrix. Hence, the strength-of-the-composite progresses significantly, regardless of the breakage of the-hard-layers (Chaudhari & Acoff, 2009; Vini & Daneshmand, 2019a; 2019b). AA1060-AA5083 MMCs via APB process-with higher toughness and strength have been fabricated in this study. Firstly, the material-preparation and fabricating-process has been clarified. Then, mechanical-properties and the microstructure evolution of composite samples such-as elongation, toughness, strength and fracture-surfaces after the tensile test have been studied.
2. Materials and methods
2.1. Materials
In this study as raw-materials for the-APB-process, -two fully annealed aluminum-alloys 5083 and 1060 were used. Tables 1 and 2 show the detailed-chemical-compositions-of these-alloys, respectively.
Table 1 The chemical-composition-of AA5083.
| Element | Al | Mg | Cu | Ti | Zn | Mn | Fe | Si |
|---|---|---|---|---|---|---|---|---|
| Wt. % | balance | 4.53 | 0.07 | 0.004 | 0.24 | 0.51 | 0.183 | 0.25 |
2.2. APB processing
First-of-all, -aluminum alloys 1060 and 5083 bars were-fully-annealed. Then, as the primary samples, Al bars of 190×16×6 mm were machined. Then to eliminate the oxide-layer from their-surfaces, they were decreased in acetone bath and scratch-brushed. All the samples were preheated at 330Ċ for 8 minutes. While its wide is constant during the process, all the samples were pressed with a thickness reduction ratio of 50% in a pressing die, Fig. 1, and this process was repeated to five steps. The APB steps of the process are summarized in Table 3.

Table 3 The APB process steps for fabrication of AA1060/AA5083 bi-alloy composites.
| No. of steps | Pressing temperature (°C) | No. of composite layers | Reduction in steps (%) | Composite layer thickness (µm) | Final reduction (%) | Plastic strain |
|---|---|---|---|---|---|---|
| 1 | 320 | 2 | 50 | 5000 | 50 | 0.8 |
| 2 | 320 | 4 | 50 | 2500 | 75 | 1.6 |
| 3 | 320 | 8 | 50 | 1250 | 87.5 | 2.4 |
| 4 | 320 | 16 | 50 | 625 | 93.75 | 3.2 |
| 5 | 320 | 32 | 50 | 312.5 | 96.87 | 4 |
To design the pressing process, a press machine with a capacity of 100 tones is used in this study. To perform the tensile test, the ASTM standards E8M has been used. Also, standard ASTM-E3841with a 500 grams’ load during fifteen seconds were used as the Vickers hardness testing condition. To measure the hardness of samples, more than five point on the surface of each sample have been tested and the average value was reported.
3. Results and discussion
3.1. Tensile strength
Fig. 2 shows the bonding among AA1060-AA5083 layers. The strain hardening of aluminum alloy 5083 is more than alloy 1060 through the composite matrix due to the higher strength of aluminum alloy 5083. So, at steps one and two, thinning both alloys are the same and at the higher number of APB steps, the thickness of 5083 layers begins to change because of an inhomogeneous deformation, Fig. 2. After step #2, 5083 layer starts necking some zones with more deformation, Fig. 3. After necking and disruption of harder metal through the softer matrix, these particles can be considered as reinforcement phase.

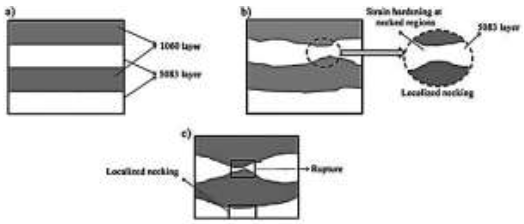
Fig. 3 Schematic micrographs of specimens after APB processing for (a)
before step#1, (b) two and (c) five steps.
The elongation
difference of samples vs the total of APB steps is shown in Fig. 4. According to Fig. 4, The elongation of samples
increases from 1 2.51 for step #1 to 7.82 for step #5. which is due
to (Ι): increasing the bond strength between alloys 1060 and 5083
before rapture of 5083 layers and growing the bond strength between
Al layers and (II): dynamic recrystallization of both of aluminum
alloys matrix.

Fig. 3 shows the difference of the tensile-strength of bi alloy-samples. According to Fig. 3, the strength of samples increases incessantly (maximum value 361MPa) by increasing the APB steps up to five steps. At lower number of steps, (I): grain boundary strengthening and (II): dislocation strengthening are the main factors affecting of the increasing of the tensile strength of composite samples (Soltani et al., 2017). So, (I): local strain hardening of aluminum alloys and (II): necking-of 5083 layers-and dispersal of them-in the-softer 1060 matrix are two other factors affecting of the increasing of strength.
Fig. 5 shows toughness variation of 1060-5083 bi-alloy composites. Growing in the strain and strength amounts of the-samples through the APB process makes upper toughness value of the manufactures 1060-5083 bi-alloy composites. So, the toughness improves up to step #2 (2.22 j.m-3×104) first and this trend becomes faster to step #5 (5.62×104j.m-3), Fig. 5.

The evaluations of their strength vs. the APB steps for three kinds of composites are illustrated in Fig. 6. Their strength increases vs the APB steps. Also, for each number of APB step, the strength of 1060-5083 samples is more than two others which is due to the scattering of fractured harder 5083 layers through the softer matrix (1060).

By growing the APB steps, the elongations-of-all-three kinds of samples improves, Fig. 7. Finally, the elongation amplitude of 1060-5083-samples in each step is among the amounts of 1060-1060 and 5083-5083 samples, Fig. 7. Also, by increasing the strain, the porosities through the metallic matrix reduce and leads to increasing the density of composites.

3.2. Fractography
Figs. 8 and 9 show the rupture-mechanism-of-samples after one and five steps. According to Fig. 8(a), ductile fracture containing deep-dimples are shown in zones-of-aluminum alloy 1060 with one step whereas the-fracture surface-of-aluminum 5083 in the same steps involves of-shear-zones, Fig. 8(b). This change is due to the lower strength of AA1060 in comparison with AA5083. Figs. 9(a, b) show the-fracture-surfaces-with-one and five steps comprised of dimples-and-shear zones. By increasing the forming strain, the deepness of dimples losses and they-are-not as lengthened and deep as formerly. So, shear-stresses-lead-to combination of micro voids in the-structure.


Conclusions
In this paper, AA1060 and AA5083 are collective to produce bi alloy1060-5083 MMCs. On the base of-experimental study, the followings are comprised:
The strength-of-samples extends to a maximum value of 362 MPa (step #5) which is about 1.17 times more than step#1. The strength of the bimetal composite was more than the average.
of both primary metals and monolithic multilayered samples.
The maximum-elongation-of-sample-after step#1 is 2.51 % and advances 7.8 % after step#5. The APB process has an improving effect on the elongation of samples due to the dynamic recrystallization during the process.
By enduring the APB process, the tensile toughness amplitude earns the value of 5.6 jm -3 which is 2.54 time more than that of step#1 (2.2 jm -3 ) due to the enhancement of strength and strain of composite samples fabricated at higher number of APB steps.
Before two APB steps, both of AA1060 and AA5083 layers deform in a close manner. Then, the-necking-of 5083 layers-and-its distribution in 1060 matrix advances the strength-of the-final-MMCs by growing the steps in reverence to 1060-1060 and 5083-5083 MMCs.
Conflict of interest
The authors declare no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.

