











 texto en
texto en  Inglés (pdf)
Inglés (pdf)
 Artículo en XML
Artículo en XML Referencias del artículo
Referencias del artículo
 Enviar artículo por email
Enviar artículo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
PermalinkIntroduction
Lignocellulosic biomass is a renewable source with greater capacity to generate energy. Biomass can be obtained from agricultural and forestry industries residues (Bahng, Mukarate, Robichaud, & Nimlos, 2009). In the case of Costa Rica, the Gmelina arborea Roxb. and Dipteryx panamensis (Pittier) Record & Mell. Species are considered important for the forest sector, for the quality of its wood and adaptation to different ecosystems when used in forest plantations (Petit & Montagnini, 2004). There are few studies showing the energy potential of these species or the possibility of increasing their energy properties, regarding the bioenergy production (Tenorio & Moya, 2012). The biomass of G. arborea and D. panamensis, among other types of biomass, can be not favorable regarding their processes or characteristics (high moisture, hygroscopic nature and low density) compared to other fossil fuels (Castellano, Gómez, Fernández, Esteban, & Carrasco, 2015). For this reason, several processes have been implemented to improve the natural conditions of the biomass, specifically, the increase of its heat capacity. Torrefaction is a treatment that improves moisture absorption and heat caloric values (Wu, Schott, & Lodewijks, 2011). In torrefaction, the temperature slowly increases to a range between 200 and 300 °C in the absence of oxygen, to prevent the biomass material from igniting due to the flammability of the element (Van der Stelt, Gerhauser, Kie, & Ptasinski, 2011). Another method of improving biomass processes, transportation oriented, is densification from the manufacture of pellets or briquettes (Chen, Peng, & Bi, 2015). In these products, biomass is densified by a mechanical process in which pressure is applied, reducing the spaces between wood particles and increasing density (Stelte et al., 2012); energy density, moisture content and ash improve considerably, and transport and storage costs decrease (Filbakk, Skjevrak, Høibø, Dibdiakova, & Jirjis, 2011).
Recently, torrefaction and compaction have been combined to improve the process and yield of biomass (Li et al., 2012). Torrefied biomass pellets decrease moisture absorption (Li et al., 2012); however, this type of biomass has greater compression difficulty, so higher energy consumption is needed for the production thereof (Wang et al., 2013). Pellets can also have lower densities and mechanical forces compared to those made with untreated biomass (Li et al., 2012).
The quality of the pellets was evaluated with different techniques, such as X-rays, which provide internal structure information (Tenorio, Moya, Tomazello, & Valaert, 2015). With this technique, a x-ray photography can be performed, in which it is possible to determine the presence of cracks and irregularities in the pellets and the mechanical resistance thereof can be tested (Tenorio et al., 2015).
Given the above conditions, the present study aims to evaluate density, water absorption and compression force of pellets manufactured with torrefied biomass (at different timings) of two forest species (G. arborea and D. panamensis) used in commercial reforestation in Costa Rica. In addition, the relationship between density of pellets and mechanical resistance was evaluated.
Materials and methods
Study material
Wood residues of G. arborea and D. panamensis from 10 years old-plantations were used. Sawdust of both species was collected directly from the sawmilling process and air-dried until approximately 12 % moisture. The particle size varied between 1 and 3 mm length and 1 to 2 mm in diameter. A description of the process to obtain the particles used can be found in Aragon, Moya, Bond, Valaert, and Tomazello (2016).
Torrefied biomass of G. arborea and D. panamensis
About 500 g sawdust were taken from each species. This amount was divided into three parts to apply three times of torrefaction, named treatments: 1) control (without torrefaction, 0 min), 2) 200 °C for 15 min and 3) 200 °C for 20 min. During the torrefaction process, the airflow is controlled by sealing the muffle (Nabertherm, model L3/12, Netherlands) and releasing the air every 5 min using a stopcock to prevent the ingress of oxygen and prevent combustion air.
Torrefied biomass pellets from G. arborea and D. panamensis
The torrefied sawdust was used to manufacture pellets, using a universal testing machine with a capacity of 1 t (JBA, model 855, Spain). The temperature and pressure of the manufacture of the pellets was controlled by an attachment built with a 6 mm diameter stem and a plunger, which pressed the biomass (Figure 1). Pellets were manufactured with 1.09 g of torrefied material which was placed in the stem of the attachment and compressed at a speed of 60 m•min-1. The biomass was compressed until having a pellet of approximately 2.5 cm in length. The pellet remained for a period of 2 min at a temperature of 200 °C and then removed from the machine. A total of 20 pellets were manufactured for each evaluation time for both species.

Physical properties and calorific value of the pellets
Length, diameter, percent of water absorption and calorific value of the pellets manufactured were determined. In the case of rate of absorption, a total of 10 pellets were selected and cut in half; one half was placed in a desiccator with a saturated solution of potassium nitrate (KNO3) at 22 °C (equilibrium moisture content of 21 %) for 15 days until constant weight. The samples were weighed before and after this time, and the percentage of water absorption was calculated using the following equation:

The calorific value was determined under the standard ASTM-D5865, which uses the Parr’s calorimetric test (American Society for Testing and Materials [ASTM], 2003).
Density of pellets by X-ray densitometry
The actual density (kg•m-3) of pellets was calculated with weight (kg) and measures of length (m) and diameter (m), using the following equation:

Then, the density was obtained by X-ray densitometry in longitudinal direction (Quintek messurement Systems Inc., model QTRS-01X, USA), using a voltage of 7 kV in the tube; density readings were made for 1 s every 40 µm. Density was determined in a sample of 20 pellets per treatment in both species. The procedure for determining the density is extensively detailed in Tenorio et al. (2015).
Compression of pellets
The compression force was evaluated in the other 10 halves of the pellets used in the absorption test. For this, the pellet length was adjusted to about 13 mm. This test was made with the pellet sideways, according to the methodology proposed by Aarseth and Prestlokken (2003). In this test, the compression force was applied at a rate of 0.2 mm•s-1. Compression force against deformation of the pellet in the elastic region or proportional limit and maximum force achieved by the pellet before losing its shape were reported.
Statistical Analysis
A descriptive analysis (mean, standard deviation, maximum and minimum values) of the variables was carried out; in addition, it was verified whether they met the assumptions of normality and homoscedasticity of variance. The existence of significant statistical differences between means was verified by analysis of variance (ANOVA, P ≤ 0.05) and finally, the Tukey test was applied to compare these differences usint the profram InfoStat (InfoStat, 2014).
Results and discussion
Physical properties of pellets from G. arborea and D. panamensis
According to Table 1 there are statistical differences (P = 0.05) between the length of pellets from G. arborea and D. panamensis, whereas the diameter and moisture absorption were statistically similar (P > 0.05). The percentages of moisture absorption in non-torrefied biomass pellets (6.00 and 6.94 %) are higher compared to those indicated by Fasina (2008), who reports values of 3 to 5 % in pellets under the same conditions. The percentages of moisture absorption in the pellets manufactured with torrefied materials are related to loss of hydrophobic condition of the biomass, as in the torrefaction process extractives, starch and carbohydrates are removed in the same manner in which hemicellulose and lignin decompose (Cao et al., 2015). In addition, water absorption capacity of the pellets may be influenced by the moisture content of the material, since with higher humidity less water is absorbed and vice versa (Tenorio et al., 2015).
Moreover, the calorific value ranged from 9,749 kJ•kg-1 to 18,126 kJ•kg-1; the lowest values were obtained with the treatments without torrefaction. In both species, not torrefied and torrefied biomass showed significant differences (P = 0.05) in calorific value, while in the two times of torrefaction (15 and 20 min), no differences were observed. The values of 9,749 kJ•kg-1 to 18,126 kJ•kg-1 obtained in the calorific value of pellets under different times of torrefaction are close to those reported for timber fast-growing species in Costa Rica, which vary from16,500 kJ•kg-1 to 20,600 kJ•kg-1 (Tenorio & Moya, 2012). The values obtained in this study show that the calorific value increased to 80 % (Table 1) when biomass is subjected to torrecfaction. The increase of calorific value to torrefaction temperature was also consistent with the values reported by Ferro, Beatón, and Zanzi (2009), in wheat straw pellets and sawdust. Increased calorific value of biomass after torrefaction is related to the loss of oxygen and hydrogen and carbon conservation, which disintegrates at higher temperatures, retaining the solids in biomass and removing the gaseous and liquid components (Van der Stelt et al., 2011).
Table 1: Physical properties and calorific value of pellets from Gmelina arborea and Dipteryx panamensis at different times (treatments) of torrefaction at 200 °C.
| Species | Time (min) / | Properties / Propiedades | |||
|---|---|---|---|---|---|
| Lenght (mm) |
Diameter (mm) |
Moisture absorption (%) |
Calorific value (kJ·kg-1) |
||
| Gmelina arborea | 0 | 21.59 a | 6.50 a | 6.00 a | 9,749 a |
| 15 | 22.48 a | 6.52 a | 6.89 a | 17,471 b | |
| 20 | 19.81 a | 6.45 a | 6.82 a | 17,302 b | |
| Dipteryx panamensis | 0 | 23.96 b | 6.43 a | 6.94 a | 10,504 a |
| 15 | 23.97 b | 6.43 a | 5.69 a | 17,619 b | |
| 20 | 23.20 b | 6.45 a | 7.15 a | 18,126 b | |
Different letters in each parameter represent statistical differences between treatments species, according to the Tukey test (P = 0.05)
Density variation in pellets of G. arborea and D. panamensis
The actual density of the pellets and those obtained through X-ray densitometry are shown in Table 2. The actual density ranges from 650 to 780 kg•m-3, with only the treatment of G. arborea torrefied at 20 min which presented statistical differences (P = 0.05) compared to others. The coefficient of variation for the actual density and by X-ray was higher for G. arborea (Table 2). This result can be explained by the fact that the lower density wood, as G. arborea, are generally more difficult during compaction of biomass (Tenorio & Moya, 2012). The density measured by X-ray evidence differences between treatments but not between species. In the case of G. arborea, the density varies between 670 and 720 kg•m-3, being the control similar to the treatment torrefied at 20 min. In D. panemensis, the density varies between 630 and 700 kg•m-3 being the treatment of 20 min different from treatments of 15 and control. In general, the actual or calculated density was greater than that obtained with X rays (Table 2). In the present study, pellet density decreased when the explosion time of torrefied material increased; however, this is not a disadvantage, since the calorific value of the biomass increased (Table 1). The decrease in the pellet density manufactured with torrefied biomass is a normal condition (Peng, Bi, Lim, & Sokhansanj, 2013). The torrefied material is more difficult to compress, because it has suffered the loss of structural water, and other components that act as binding agents (Cao et al., 2015), which can be solved with the use of increased pressure and increased pressing temperature (Li et al., 2012; Peng et al., 2013).
Table 2: Density of pellets from Gmelina arborea and Dipteryx panamensis at different times (treatments) of torrefaction at 200 °C.
| Species | Time (min) | Particle density / Densidad real | X ray density | ||
|---|---|---|---|---|---|
| Average (kg·m-3) | Coefficient of variation (%) | Average (kg·m-3) | Coefficient of variation (%) | ||
| Gmelina arborea | 0 | 720 a | 13.97 | 720 c | 8.37 |
| 15 | 750 a | 12.83 | 670 b | 6.94 | |
| 20 | 650 b | 14.00 | 690 bc | 8.10 | |
| Dipteryx panamensis | 0 | 780 a | 3.67 | 700 bc | 2.48 |
| 15 | 780 a | 4.18 | 670 b | 3.24 | |
| 20 | 760 a | 5.25 | 630 a | 3.11 | |
Different letters in each parameter represent statistical differences between treatments species, according to the Tukey test (P = 0.05)
The calculated density and that obtained with x-ray densitometry were lower than those found by Tenorio et al. (2015), who reported densities from 1,200 to 1,400 kg•m-3. However, this low density can be corrected in the biomass of G. arborea and D. panamensis, improving pressing conditions of biomass and, specifically, the attachment used in this study.
Figure 2 shows patterns of density variation of pellets in longitudinal direction. In both species, the same behavior was observed, showing that the pellet density decreases at the end of the length. Treatments with greater variation in density were those of 20 min; in the case of treatments of 0 and 15 min, an acceptable variation (less than 3 %) was observed. Profiles of density variation with longitudinal direction show that the pellets are irregular (Figure 2) which may be related to the particle size (Mani, Tabil, & Sokhansanj, 2003) and the problems that biomass shows when being subjected to pressure. A smaller particle size produces higher density of the pellets, due to the greater biomass compression (Quirino, de Oliveira, de Souza, & Tomazello, 2012). However, when the particle size is not uniform, there may be considerable variations in density (Tenorio et al., 2015), as occurred in the present study with the two species studied.

Compression force of pellets from G. arborea and D. panamensis
Figure 3 shows the behavior of the maximum compression force with regard to deformation. The species D. panamensis is the one that resists greater compression force of the pellets (90.43 to 224.39 N); the control resisted greater force followed by treatment at 15 and 20 min. In the case of the species G. arborea, the forces ranged from 28.04 to 32.35 N, being the three treatments similar statistically (P > 0.05).
Pellets with torrefied biomass of D. panamensis had higher force compression than those of G. arborea (Figure 3). This resistance is important because it establishes the effort that can undergo the pellets during storage or during their performance (Tenorio et al., 2015). The differences found in the compression of these two species is attributed to differences in wood density and chemical composition (Stelte et al, 2012); for example, Tenorio, Moya, Salas, and Berrocal (2016) indicate that the amount of extractives in D. panamensis varies from 10 to 20 % in different solvents, whereas in G. arborea is less than 10 % (Moya & Tenorio, 2013).
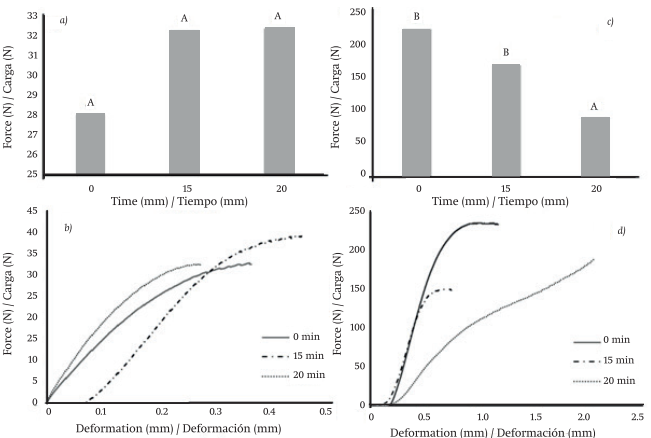
Figure 3: Compression force and deformation behavior in pellets from Gmelina arborea (a and b) and Dipteryx panamensis (c and d). Different letters above the bars represent statistical difference between treatments for each species, according to the Tukey test (P = 0.05).
Dipterix panamensis pellets manufactured with torrefied material showed a decrease in compression force with respect to non-torrefied biomass (Figure 3). This behavior may be due to several reasons: i) decomposition of lignin, hemicellulose and extractives during torrefaction (Cao et al., 2015), ii) decrease in humidity, which has an important role in the attraction and cohesion of the adjacent particles (Arias et al., 2008) and iii) the grind-ability of biomass is improved during torrefaction, making the torrefied material to be susceptible to granulation (Ahn et al., 2014).
Relationship between compression force and density of pellets
Figure 4 shows that there is linear relationship between the variable density of the pellets and breaking force compression. In the case of the species G. arborea, the non-torrefied treatment (control) had a low coefficient of determination of 0.59, followed by the treatment of 20 min with 0.74; the highest coefficient was 0.85 for the treatment of 15 min. The species D. panamensis had determination coefficients of 0.74, 0.90 and 0.83 for treatments of 0, 15 and 20 min, respectively. In both species, the highest correlation between density and breaking force of the pellet was observed in 15 min treatments. The positive relationship between the compression force and density of the pellets (Figure 4) of. D. panamensis and G. arborea indicates that when density increases, compression force also increases (Carone, Pantaleo, & Pellerano, 2011) but in the case that the variation of the density increases, the compression force decreases; that is, the breaking force that the pellet can resist will be less.

Conclusions
Pellets manufactured with torrefied biomass of G. arborea and D. panamensis had similar physical characteristics in diameter, but not in length and percentage of absorption. The calorific value of both species increased with torrefaction temperature, while the density decreased with increasing the time of exposure of the material to torrefaction. Density profiles lengthwise show that, in both species, this parameter decreases at the end of the pellet. Lower compression force was obtained for pellets from torrefied G. arborea compared to pellets of torrefied biomass from D. panamensis. For the latter case, there is a decrease in compression force with time exposing the material to torrefaction. In both species, there was positive correlation between density of pellets and mechanical strength of compression. In conclusion, it is possible torrefy woods of G. arborea and D. panamensis at temperatures of 200 °C and preferably, with a duration of 20 min, achieving adequate properties and high calorific value; the species D. panamensis has better behavior to torrefaction and pelletizing compared to the wood of G. arborea.

