











 texto en
texto en  Inglés (pdf)
Inglés (pdf)
 Artículo en XML
Artículo en XML Referencias del artículo
Referencias del artículo
 Enviar artículo por email
Enviar artículo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
Permalink
1. Introduction
The term ultra-high-performance concrete was first used by de Larrard and Sedran (1994). It is usually related to a high compressive strength composite (reaching 4 times the strength of ordinary concrete), according to Bahedh and Jafar (2018). Morover, its development applies particle packaging models that leads to a high durability material (Alkaysi et al., 2015).
Silica fume is usually employed in the production of ultra-high performance cementitius composite, in addition to a high Portland cement consumption (about 800 - 1000 kg/m³) (Bahedh and Jafar, 2018; Ganesh and Murthy, 2018), and smaller aggregates when compared to ordinary concrete. However, due to the high environmental impact generated in Portland cement production, since about 0.8 tons of CO2 are released to produce one ton of Portland cement (Mehta and Ashish, 2020), ultra-high performance cementitious matrices meet current trends in carbon footprint reduction, with the use of high levels of supplementary cementitious materials in partial replacement of Portland cement. Supplementary cementitious materials have been widely used to as partial replacement of Portland cement in concrete either as filler or pozzolanic material.
Adaway and Wang (2015) used residual glass as a partial substitute for the fine aggregate in structural concrete and found that concrete containing up to 30% of fine glass aggregate exhibits greater compressive strength than ordinary concrete.
Du and Tan (2017) studied the incorporation of high volume of glass powder as a partial substitute of Portland cement in cementitious composites and obtained better mechanical behaviors and higher performance in terms of durability.
Studies conducted by Afshinnia and Rangaraju (2015) showed satisfactory results in mitigating the alkali-silica reaction when glass powder was used as a pozzolanic material in partial replacement to cement.
High and ultra-high-performance concretes should solve the durability problem on chloride attack in ordinary structural concrete due to their dense microstructure (Sohail et al., 2021).
The European Union generated about 25.8 Mt of glass waste in 2007 (Abdollahnejad et al., 2017). Brazil consumed 5.5 kg/inhabitants. of which 80% were not recycled in 2008, according to data from the Institute for Applied Economic Research (IPEA, 2012). Thus, glass residue is an abundant material whose use can help to reduce the environmental impact, both as supplementary cementitious material in concrete production, as well as in Portland cement manufacture as a pozzolanic material. Glass powder can be used as partial replacement of Portland cement aiming to reduce carbon emissions from the Civil Construction industry considering its high silica (SiO2) content, its amorphous structure and pozzolanic characteristics, (Mehta and Ashish, 2020).
Thus, the main objective of this work is to evaluate the durability of ultra-high-performance cementitious composites (UHPCC) with partial substitutions of Portland cement by glass powder, at the contents of 10%, 20%, 30% and 50%, focusing on chloride penetration, through chloride migration assay.
2. Materials and metodos
2.1 Materials
Portland cement type CPV-ARI, silica fume and glass powder were used as binders. Glass powder with particles size smaller than 75 μm was used. Glasses classified as soda-lime were processed from post-consumption amber bottles to minimize uncontrolled variations due to pigments. After collecting, the glass bottles were washed in water with detergent to remove labels, caps, glue, and impurities. It was air dried and crushed in a concrete mixer loaded with chrome-steel spheres. After grinding, the crushed glass was grounded in a ball mill, with balls of the same material. The glass resulting from grinding in ball mill was dried in an oven at 110°C ± 5°C for 24 hours. After dried, the glass was sifted in a mechanical sieve shaker in batches of 200g for 15 minutes. Figure 1 presents the glass powder processing.

Ground materials were packed in paper and plastic bags, avoiding contact with moisture. In addition, a natural fine quartz aggregate with a maximum dimension of 1.2 mm was used. Superplasticizer admixtures based on polycarboxylate were also used to ensure low water/binder ratio and shrinkage reducing admixture to avoid matrix cracking. The physical characteristics of Portland cement, silica fume, glass powder and sand are presented in Tables 1, 2 and 3, respectively. The number of tests were fulfilled according to each specific Brazilian standard.
Table1. Portland Cement physical characteristics.
| Parameter | Method | Results | Reference values NBR 16697 (ABNT, 2018) | |
|---|---|---|---|---|
| Specific gravity | NBR 16605 (ABNT, 2017) | 3.16 g/cm3 | - | |
| Initial setting time | NBR 16607 (ABNT, 2018) | 135 min | ≥ 60 min | |
| Final setting time | NBR 16607 (ABNT, 2018) | 210 min | ≤ 600 min | |
| Water for normal consistency | NBR 16606 (ABNT, 2018) | 30.0% | - | |
| % retained in the 75 μm sieve | NBR 16372 (ABNT, 2015) | 0.1% | ≤ 6.0% | |
| Blaine surface area | NBR 16372 (ABNT, 2015) | 665.0 m2/kg | - | |
| Compressive strength | 1 day | NBR 7215 (ABNT, 2019) | 27.5 MPa | ≥ 14.0 MPa |
| 3 days | 42.0 MPa | ≥ 20.0 MPa | ||
| 7 days | 48.7 MPa | ≥ 34.0 MPa | ||
| 28 days | 52.2 MPa | - | ||
Table2. Silica fume and glass powder physical characteristics.
| Parameter | Silica fume | Glass powder | ||
|---|---|---|---|---|
| Test result | Reference values NBR 13956-1 | Test result | Reference values | |
| Specific gravity | 2.25 kg/dm3 | - | 2.55 kg/dm3 | - |
| Moisture | Max. 3.0% | ≤ 3.0% | - | - |
| % retained in the 45 μm sieve | Max. 10.0% | ≤ 10.0% | - | - |
| Blaine surface area | 247.0 m2/kg | - | 393.0 m2/kg | - |
| Pozzolanic activity index | Min. 105.0% | ≥ 105.0% | 6.4 MPa±0.10 * | 6.0 MPa** |
*tested according NBR 5751 (ABNT, 2015) method.
** Reference values from NBR 12653 (ABNT, 2015).
Table3. Fine aggregate physical characteristics.
| Parameter | Method | Result |
|---|---|---|
| Water absorption | NBR NM 30 (ABNT, 2000) | 0.64% |
| Specific mass | NBR NM 52 (ABNT, 2009) | 2.56 g/cm3 |
| Weight Unit | NBR NM 45 (ABNT, 2006) | 1475.78 kg/m3 |
| Unit weight (compacted) | NBR NM 45 (ABNT, 2006) | 1617.83 kg/m3 |
| Organic impurities | NBR NM 49 (ABNT, 2006) | Clearer solution than standard |
| Fine material passing through 75 μm sieve, by washing | NBR NM 46 (ABNT, 2003) | 1.66% |
In Table 4 the chemical characteristics of Portland cement, silica fume, glass powder and fine aggregate are presented.
Table4. Materials chemical composition.
| Component | Materials (values in mass %) | |||
|---|---|---|---|---|
| Portland cement | Silica fume | Glass powder | Fine aggregate | |
| Loss on ignition (LOI) | 4.05 (≤ 6.50) * | 3.60 (≤ 6.00) ** | 0.58 | 0.58 |
| Calcium oxide (CaO) | 61.40 | <0.20 | 9.10 | 0.071 |
| Aluminum oxide (Al2O3) | 4.31 | <0.20 | 3.70 | 3.40 |
| Silicon dioxide (SiO2) | 23.00 | 94.10 | 74.00 | 94.00 |
| Sulfur trioxide (SO3) | 2.97 (≤ 4.5) * | - | - | - |
| Iron oxide (Fe2O3) | 2.49 | <0.50 | 0.42 | 0.67 |
| Potassium oxide (K2O) | 0.96 | 1.28 | 0.56 | 1.20 |
| Phosphoric oxide (P2O5) | 0.52 | - | - | - |
| Strontium oxide (SrO) | 0.27 | <0.20 | 0.039 | - |
| Chlorine Ion (Cl−) | 0.12 | - | - | - |
| Thorium dioxide (ThO2) | <0.01 | <0.01 | <0.01 | <0.01 |
| Uraninite (U3O8) | <0.01 | <0.01 | <0.01 | <0.01 |
| Titanium dioxide (TiO2) | - | <0.20 | - | 0.35 |
| Chromium Oxide (Cr2O3) | - | - | - | 0.049 |
| Magnesium Oxide (MgO) | - | - | 0.74 | - |
| Rubidium oxide (Rb2O) | - | - | 0.016 | - |
| Sodium oxide (Na2O) | - | - | 11.00 | 0.37 |
* Reference values from NBR 16697 (ABNT, 2018).
** Reference values from NBR 13956-1 (ABNT, 2012).
In Figure 2 the granulometric distribution of Portland cement, silica fume, glass powder and fine aggregate (quartz sand) from three samples each test are presented. In these results it is possible to observe D50 parameter of 0.8 μm for silica fume, 7 μm for Portland cement, 15 μm for glass powder and 270 μm for quartz sand.

2.2 Methodology
For ultra-high performance cementitious composites production, a water/binder ratio of 0.18 was adopted for all mixtures, the silica fume content was 0,8% of the Portland cement weight of the reference mixture. Glass powder was added in contents of 0%, 10%, 20%, 30% and 50% in volumetric replacement of Portland cement, and the mixtures were named REF, VD10, VD20, VD30 and VD50, respectively. In addition, an amount of 2.25% of superplasticizer admixture was used to obtain a consistency index of 380±10mm (fluid consistency), and shrinkage reductor admixture in content of 1%, as recommended by the manufacturer. The binder-admixture compatibility was evaluated by the mini slump test, according to the Kantro test (1980).
The consistency of cementitious composites (Figure 3) was verified according to NBR 13276 (ABNT, 2016) and the mass density and incorporated air content of the composites in the fresh state were determined according to NBR 13278 (ABNT, 2005).

In Table 5 it is shown the unitary proportions, Portland cement consumption and consistency for each mixture. The nomenclature SP refers to the superplasticizer admixture and RR, to the shrinkage reducing admixture.
Table 5 Mixture ratios and consistency index for each composite.
| Mixture | Portland cement | Silica fume | Glass powder | Fine aggregate | Water | SP | RR | Consistency (mm) |
|---|---|---|---|---|---|---|---|---|
| REF | 1 | 0.08 | 0.00 | 1.07 | 0.194 | 0.020 | 0.010 | 380.0 |
| VD10 | 1 | 0.09 | 0.09 | 1.19 | 0.216 | 0.027 | 0.012 | 377.0 |
| VD20 | 1 | 0.10 | 0.20 | 1.34 | 0.243 | 0.030 | 0.014 | 375.5 |
| VD30 | 1 | 0.11 | 0.35 | 1.53 | 0.278 | 0.035 | 0.015 | 381.5 |
| VD50 | 1 | 0.16 | 0.81 | 2.15 | 0.389 | 0.049 | 0.022 | 384.5 |
The materials consumption of each cementitious composites mixture evaluated are presented in Table 6.
Table 6 Cementitious composites material consumption in kg/m³.
| Mixture | Portland cement | Silica fume | Glass powder | Fine aggregate | Water* | SP | RR |
|---|---|---|---|---|---|---|---|
| REF | 1000.00 | 80.00 | 0.00 | 1074.00 | 181.28 | 24.3 | 10.80 |
| VD10 | 900.00 | 80.00 | 81.00 | 1074.00 | 181.28 | 24.3 | 10.80 |
| VD20 | 800.00 | 80.00 | 161.00 | 1074.00 | 181.28 | 24.3 | 10.80 |
| VD30 | 700.00 | 80.00 | 242.00 | 1074.00 | 181.28 | 24.3 | 10.80 |
| VD50 | 500.00 | 80.00 | 403.00 | 1074.00 | 181.28 | 24.3 | 10.80 |
*Water consumption adjusted considering the solids content present in superplasticizer.
For the hardened state properties assay, 5x10 cm cylindrical specimens were manually dense molded and cured in lime saturated water. The axial compressive strength test for UHPCC was performed according to NBR 5739 (ABNT, 2018) at the age of 28 days on four specimens per mixture. The test to obtain the static modulus of elasticity of UHPCC was performed according to NBR 8522 (ABNT, 2017) at the age of 28 days on three specimens per mixture.
For durability assay, water absorption by capillarity of CCUAD at the age of 28 days was performed, following the recommendations of NBR 9779 (ABNT, 2012) in three 5x10 cm cylinder specimens per mixture, and chloride migration coefficient in the non-stationary state (according to NT Build 492) on two 10x20 cm cylinder specimens for each mixture.
The chloride diffusion test device is shown in Figure 4.

The specimens were cut into four equal parts of 10 x 5 cm, using the two inner samples for the test. After being cut, the samples underwent the preconditioning process in a vacuum container with both faces exposed to an internal pressure between 1 and 5 KPa. Subsequently, the container was filled with a Ca(OH)2 solution until the samples were fully immersed. The vacuum was kept in the container to ensure the saturation of the cementitious composite pores with the solution. Two solutions were then prepared, the reaction solution of water with sodium chloride (NaCl) at 10%, and the anode solution of water with sodium hydroxide (NaOH) at 0.3 M. After being removed from the vacuum, the samples were placed in tubes, and the interfaces sealed with silicone to ensure that only the faces were in contact with the solutions. A container was filled with NaCl solution and the NaOH solution was placed in the tubes above the samples. The tubes with the samples were then placed in the container containing the NaCl solution. The positive pole of the energy source was connected to the anode and the negative to the frame, and the current was passed through the system to accelerate the Cl- ions migration through the samples. The test time and voltage are defined based on the initial current passing through the system, according to the recommendations of NT Build 492. The samples were then removed from the apparatus, splitted by diametral compression, and a 0.1M silver nitrate (AgNO3) solution was sprayed to highlight the chloride penetration depth in the samples. This depth was then measured with a caliper and the chloride migration coefficient was determined in the non-stationary state by Equation 1, where Dnssm represents the migration coefficient in the non-stationary state (10-12 m²/s), U the applied voltage (V), T the average of the initial and final temperature of the anode (°C), L the sample height (mm), xd the penetrations depth average (mm), and t the test duration (hours).
The results were analyzed in terms of analysis of variance (ANOVA), and in cases where F > Fcritical, the Tukey test was applied.
3. Results and discussion
The results of mass density, incorporated air content, compressive strength, static elasticity modulation and water absorption by capillarity of ultra high performance cementitious composites at the age of 28 days are shown in Table 7. In the Table 7 the letter A indicates that the value is statistically equal to the reference, while the letter B indicates statistical difference compared to the reference mixture.
Table 7 Mechanical and physical characteristics of the UHPCC studied.
| Mixture | Unit weight (kg/m3) | Air content (%) | Compressive strength (MPa) | Modulus of elasticity (GPa) | Water absorption (g/cm2) |
|---|---|---|---|---|---|
| REF | 2307.0 | 4.0 | 115.58±12.77/- | 43.09±1.81/- | 0.079±0.008/- |
| VD10 | 2338.0 | 2.0 | 119.40±2.76/A | 45.51±3.35/A | 0.077±0.007/A |
| VD20 | 2326.0 | 2.0 | 113.57±6.84/A | 41.67±3.54/A | 0.092±0.007/A |
| VD30 | 2322.0 | 1.0 | 110.66±6.13/A | 42.94±2.73/A | 0.091±0.003/A |
| VD50 | 2273.0 | 1.0 | 83.37±6.83/B | 41.51±0.80/A | 0.088±0.02/A |
An increase of around 1% in mass density was observed for the VD10, VD20 and VD30 samples when compared to the REF samples, while the composite density with 50% replacement of Portland cement by glass powder decreased by 1.47%. The incorporated air content results presented a reduction with the increase of glass powder content. Regarding compressive strength, static modulus of elasticity and water absorption, there is a variation between the values, however no sample presents a statistically significant difference when compared to the reference sample, except for VD50 compressive strength which decreased by 23.5% in comparison to REF.
Li et al. (2019) and Lee et al. (2018) added glass powder to the Portland cement paste in contents from 0% to 25% with a/c ratio 0.41, and observed the compressive strength decrease with increasing of glass powder amount. The decrease in the compressive strength of the Portland cement paste with glass powder can be explained by the dilution effect. The dilution effect of glass powder reduces the Portland cement content and increases the effective water/cement ratio, to reduce the formation of hydration products and, finally, reduces the compressive strength of the Portland cement paste (Du et al., 2020). This is also observed in other studies. According to Du and Tan (2017), the pozzolanic reaction of glass powder is relatively slower and therefore the resistance in the early ages of concrete is reduced when compared to Portland cement hydration. However, with a longer curing age, the benefits of the glass powder's pozzolanic reaction begin to appear.
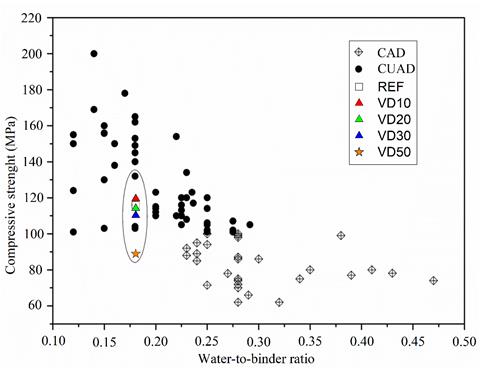
Sohail et al. (2018) have charted several studies relating compressive strength results and the respective water/binder ratio. The results of the 28-day compressive strength tests of reference cementitious composites and Portland cement replacement by glass powder found in the present study were included into the same chart (Figure 5).
Fonte: Adapted from Sohail et al. (2018).
Figure 5 Effect of water-to-binder ratio on compressive strength of HPC and UHPC
By reducing the water/binder ratio the compressive strength increases; however, for CCUAD mixtures in the same water/binder ratio, different compressive strengths were achieved due to other factors, such as the amount and type of Portland cement or silica fume.
The results of the chloride penetration depth and the chloride diffusion coefficients in the non-stationary state are presented in Table 8.
Table 8 Chloride penetration depth and chloride diffusion coefficient on 28-day age samples.
| Mixture | Chloride penetration depth (mm) | Chloride diffusion coefficient (10-12 m2/s) | ||
|---|---|---|---|---|
| Value | Variation | Value | Variation | |
| REF | 1.17 | 1.26 | 0.196 | 0.019 |
| VD10 | 1.14 | 0.93 | 0.191 | 0.026 |
| VD20 | 1.55 | 0.88 | 0.141 | 0.018 |
| VD30 | 1.46 | 0.91 | 0.261 | 0.059 |
| VD50 | 1.63 | 0.67 | 0.340 | 0.021 |
The results of chloride diffusion coefficient at 10 -12m²/s, as well as the average depth of chloride penetration are shown in Figure 6. It is emphasized that the sample results pointed with the letter A are statistically equal to the reference samples, while those pointed with the letter B are statistically different when compared to the reference results.

It is observed that there was an increase in the migration coefficient of cementitious composites with the increase of glass powder content (except for the vd20 mixture). This fact can be explained due the glass powder particles (D50=15μm) are larger than Portland cement particles (D50=7μm), leading to a different particle packaging (filer effect of glass powder), in addition to the pozzolanic reactions of glass powder being slower than the Portland cement hydration reactions, that can develop up to older ages as observed by Du and Tan (2015). Thus, samples with higher glass content trend to present a lower C-S-H content at intermediate ages when compared to those with lower content or without glass powder. Tam et al. (2012) found that a higher C-S-H content leads to a lower volume of pores and their disconnection, so samples with lower C-S-H content tend to have a higher chloride penetration depth.
Also, the fact that water absorption content tends to increase as the percentage of glass powder increases, as shown in Table 7, is another indication of porosity growth with the increase in glass powder content.
The depth of chloride penetration at 28 days results follows the chloride diffusion coefficient for all mixtures, except for the mixture with 20% of glass powder replacement.
For the chloride diffusion coefficient, the statistical analysis shows that the replacement of Portland cement by 50% of glass powder induced a significant effect when compared to all mixtures evaluated.
However, it is worth mentioning that all obtained results for chloride penetration depth and chloride migration were lower than those observed in other studies with ultra-high performance materials. Chen et al. (2018) and Mosavinejad et al. (2020) evaluated the diffusion coefficient of chlorides in UHPCC obtaining chloride penetration depths around 5 mm and diffusion coefficients of 2*10-12m²/s. In addition, when comparing the values obtained in this work with those in Table 9, it is verified that all mixtures are classified with extreme high resistance to chloride penetration.
Tabela 9 Resistance to chloride penetration of various types of concrete based on the 28-day chloride diffusivity.
| Chloride diffusion coefficient (10-12 m2/s) | Chloride penetration depth (mm) |
|---|---|
| >15 | Low |
| 10.0-15.0 | Moderate |
| 5.0-10.0 | High |
| 2.5-5.0 | Very High |
| ≤ 2.5 | Extremely High |
Source: Adapted from Teng et al. (2018).
Castellote, Andrade and Alonso (2001) and Santos (2006) analyzed the chloride diffusion tests in ordinary concretes with and without silica fume incorporation, varying the water/cement ratio, and justified the reduction of diffusion coefficients due to a reduction in the water/binder ratio followed by a reduction in total porosity due to the decrease in this relationship. In the present work, the water/binder ratio was constant, which provided a significant increase in the water/cement ratio of the VD50, which may have caused its porosity increase.
According to Li et al. (2020), the chloride ions diffusion coefficients of UHPCC varied from 0.02 x 10-12 m2/s to 0.41 x 10-12 m2/s depending on the water/cement ratio, curing procedure, fiber volume and age of the tests. Due to the large number of parameters involved in performed tests available in the literature, it is difficult to compare quantitatively the chloride ions diffusion in CCUAD.
4. Conclusions
In accordance with the results obtained, it is concluded that:
Whereas all mixtures studied achieved high compressive strength and high modulus of elasticity, low water absorption and high resistance to penetration and diffusion of chlorides, all are ultra-high performance cementitious composites, with or without the incorporation of glass powder.
Partial replacement of large Portland cement contents by glass powder (50%) may cause changes on the properties of the cementitious composites at the age of 28 days.
The coefficients obtained are still much lower than those in the literature, indicating high mechanical resistance and extremely high resistance to chloride penetration. Thus, glass powder is a viable substitute for Portland cement in terms of chloride penetration durability.
Considering the significant reduction of Portland cement amount in cementitious composite with the replacement of 50% of cement by glass powder, and depending on the characteristics presented by the material, its use is recommended when compared to the other composites studied. This is the most economical alternative and provides lower environmental impacts.

