











 nueva página del texto (beta)
nueva página del texto (beta) Español (pdf)
Español (pdf)
 Artículo en XML
Artículo en XML Referencias del artículo
Referencias del artículo
 Enviar artículo por email
Enviar artículo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
PermalinkIntroducción
Los residuos agroindustriales se definen como materiales (sólidos o líquidos) que se originan del procesamiento e industrialización de productos primarios, que no son necesarios en el proceso de producción. Sin embargo, éstos pueden ser utilizados para generar otro producto con valor comercial o social (Saval, 2012). El aprovechamiento de residuos agroindustriales es siempre con un enfoque ecológico y con beneficios económicos. El desarrollo sustentable de estas medidas permite la implementación exitosa de mejoras en el campo industrial (Hyun et al. 2017).
Existen diversos tipos de residuos agroindustriales, pero todos comparten la característica de contener grandes cantidades de material orgánico. En 2006, se reportó que en México se generan 75.7 millones de toneladas de residuos agroindustriales al año, de los cuales se estima que el 26% se destina para alimento de ganado y otras actividades agrícolas. El resto se convierte en desperdicio (Valdez-Vázquez et al., 2010). El aprovechamiento del residuo dependerá de su origen, composición, cantidad y calidad (Saval, 2012). Un ejemplo es la reutilización de los fragmentos de fibras naturales tejidas. Existe una gran variedad de fibras naturales, siendo las más usadas las de origen vegetal como algodón, lino, henequén, cáñamo, kenaf y yute. Esta última, destaca del resto de fibras naturales por su composición y propiedades mecánicas superiores, posee un módulo elástico de 10 - 30 GPa, una densidad de 1.3 g/cm3 y un contenido de celulosa del 70% (Burrola et al., 2018). La fibra de yute proviene del tallo de la planta Corchorus capsularis, cultivada en las orillas de ríos en zonas altamente húmedas (Kicińska-Jakubowska et al., 2012). El mayor exportador es India, seguido de Bangladesh y Brasil. Es la segunda fibra natural más exportada en el mundo, justo por debajo del algodón. La producción mundial de yute asciende a 1.8 millones de toneladas al año y va en aumento (Nayak y Roy 2011). En México se utiliza para la manufactura de diversos productos (telas, ropa, correas, calzado, sacos, bolsas, etc.). Sin embargo, en la fabricación de éstos se generan residuos de fibra tejida de yute (FTY), los cuales pueden ser aprovechados como material de refuerzo de un material polimérico.
Diferentes autores han reportado el uso de FTY como agente de refuerzo en diversas matrices poliméricas como la resina epóxica (Raghavendra et al., 2017), el polipropileno (Boccardi et al., 2018), el polietileno de alta densidad (Mohanty et al., 2006), así como en polímeros biodegradables como el ácido poliláctico (PLA) (Khan et al., 2016). En todos ellos se destaca la versatilidad de las fibras, su bajo costo y el alto módulo específico que poseen, el cual es similar al de la fibra de vidrio. No obstante, también se afirma la necesidad de aplicar tratamientos fisicoquímicos a las FTY para mejorar su adhesión a las matrices poliméricas. Existen diversos tratamientos fisicoquímicos para modificar la superficie de las FTY, aunque no todos éstos siguen los postulados de la química verde (obtener productos seguros, evitar los residuos, usar materiales renovables y amigables con el medio ambiente) (Anastas y Eghbali, 2010; Faruk et al., 2012).
Una alternativa viable para la modificación de las fibras de yute es la funcionalización con anhídrido maleico (AM). Esta molécula es una de las más usadas como compatibilizante debido a su alta reactividad química, baja toxicidad y poco potencial de polimerizar con sí misma en una reacción de funcionalización (Hwang et al., 2012). Por otro lado, las técnicas de irradiación ionizante como la irradiación gamma (IG) se han ido innovando en los últimos años y diversificando sus aplicaciones. Una de ellas, es la utilización de IG para modificar la superficie de fibras naturales. Esto representa varias ventajas sobre otros tratamientos como su operación continua, el tiempo requerido, menor contaminación y se puede realizar a temperatura ambiente (Huq et al., 2013).
Por lo anterior, el objetivo de este trabajo es el aprovechamiento de las FTY como material de refuerzo en biocompuestos laminados de PLA, empleando tratamientos que modifiquen superficialmente a las fibras de yute, como lo son AM e IG. Para evaluar la efectividad de estos nuevos biocompuestos como posibles sustitutos de los polímeros derivados del petróleo, se llevó a cabo la caracterización mecánica (ensayos de tensión y flexión), térmica (análisis mecánico dinámico y termogravimétrico) y morfológica (microscopía electrónica de barrido).
Materiales y métodos
Materiales
Las fibras tejidas de yute fueron exportadas de India por la empresa Thompson Manufacturing de México, S.A. de C.V. y desechadas por la misma como residuo agroindustrial. Esto es debido a problemas de calidad, como la tonalidad en la tela que resultaba indeseable para su proceso, pero que no afectaba en lo más mínimo las características y funcionalidad de las fibras. Como matriz polimérica se utilizó ácido poliláctico (PLA) grado 4043D y fabricado por INGEO NatureWorks LLC (Estados Unidos). Como reactivos químicos se utilizó anhídrido maleico (CAS 108-31-6) con una pureza ≥99% fabricado por de Fluka Analytical Co. (Suiza), así como hidroquinona (CAS 123-31-9) de Faga Lab S.A. (México). Los solventes empleados fueron grado analítico.
Funcionalización con anhídrido maleico (MA)
El procedimiento se basó en el reportado por (Hong et al., 2008) con algunas modificaciones, como fue uso de solvente menos dañino al medio ambiente (Liu et al., 2014). Se sumergieron las fibras en una solución de metanol con AM en una proporción de 3:7 en peso, con 5 % de hidroquinona (con base al contenido de AM), durante 1 h en agitación constante. Posteriormente, las fibras se sometieron a reflujo con acetona durante 3 h. Finalmente, las FTY fueron filtradas y secadas por 24 h a 60 °C. El AM que no reaccionó se desactivó mediante lavados con acetona. Esta desactivación química del AM permite que los residuos generados en este tratamiento se dispongan de forma segura.
Irradiación gamma (IG)
Para el tratamiento por irradiación se utilizó el irradiador Gammacell 220 Excel de MDS Nordion cuya fuente de irradiación es Co60. Mediante este procedimiento no se generan residuos ni compuestos intermediarios, por lo que se le considera una química verde (Anastas y Eghbali, 2010). Se expusieron a la IG tanto las FTY como a los materiales fabricados con PLA, a una dosis de 10 kGy. Esta dosis de irradiación es comúnmente utilizada en procedimientos de esterilización de alimentos secos envasados (Farkas, 2006).
Preparación de los biocompuestos
En la preparación de los laminados de los biocompuestos se empleó un molde de acero inoxidable (12 x 12 x 0.2 cm), en el cual se colocaron los materiales en capas (PLA-FTY-PLA). En cada capa de PLA se colocaron 6 g de pellets. Las capas de FTY fueron cortadas en cuadrados de 12 x 12 cm con un peso aproximado de 2.1 g cada una. Posteriormente, mediante termocompresión empleando una prensa Carver modelo C (Wabash, IN), se les dio la forma de laminado. Se prepararon biocompuestos de PLA/FTY con y sin tratamiento, además de láminas de PLA puro (0% FTY), para comparar. Los biocompuestos alcanzaron grosor de 1 mm con una proporción de 15% p/p de FTY.
Caracterización de los biocompuestos de PLA/FTY
Ensayos mecánicos
Las determinaciones de los estudios mecánicos se realizaron en la máquina de pruebas universales Shimadzu modelo AGS-X con una celda de carga de 1000 N. Se siguió la norma ASTM D638-02a para el ensayo de tensión, con una velocidad de estirado de 1 mm/min. Los parámetros obtenidos fueron módulo elástico, resistencia a la tensión y deformación a la fractura. En cuanto al ensayo de flexión en tres puntos, se determinaron la resistencia y el módulo de flexión de los biocompuestos siguiendo el procedimiento establecido en la norma ASTM D790-02. La velocidad de la prueba se ajustó de acuerdo a las dimensiones de la probeta en 1.3 mm/min.
Análisis mecánico dinámico
Para este estudio se utilizaron probetas rectangulares cuyas dimensiones fueron de 5 x 20 x 1.5 mm, las cuales se ensayaron en un analizador mecánico-dinámico modelo DMA 7 de la marca Perkin Elmer empleando la geometría de tensión. La prueba se llevó a cabo con una rampa de calentamiento de 5 °C/min desde 10 °C hasta 90 °C y con una frecuencia de 1 Hz a un esfuerzo constante de 1.5 MPa. Los parámetros a evaluar fueron módulo de almacenamiento (G’) y tangente delta (tan δ).
Análisis termogravimétrico
Los termogramas de PLA puro y de los biocompuestos de PLA/FTY se determinaron en un equipo con balanza termogravimétrica modelo TGA 8000 de la marca Perkin Elmer. El intervalo de la temperatura del ensayo fue de temperatura ambiente hasta 600 °C, empleando una velocidad de calentamiento de 10 °C/min. Los termogramas se realizaron en atmósfera de nitrógeno.
Microscopía electrónica de barrido (MEB)
Para el análisis morfológico de la superficie de fractura se emplearon las probetas sometidas al ensayo mecánico de tensión. Se utilizó el microscopio electrónico de barrido marca JEOL modelo 6360L. Las muestras fueron observadas a las magnificaciones de 500X y 1000X y a un voltaje de 20 kV. Las microfotografías corresponden a la zona de fractura de las muestras analizadas en el ensayo mecánico de tensión.
Análisis estadístico
Se llevó a cabo un diseño completamente al azar con un análisis de varianzas de una sola vía (ANOVA) para los diferentes parámetros evaluados. Las diferencias significativas se analizaron con la comparación de medias de la prueba de Tukey-Kramer (P<0.05). Para ello, se utilizó el software NCSS 2007 (NCSS LLC. Kaysville, UT).
Resultados y discusión
Ensayos mecánicos
En la Tabla 1 se presentan los resultados obtenidos en los ensayos mecánicos de tensión y flexión. La resistencia a la tensión obtenida del PLA fue de 47.9 MPa, es 80.7 % superior a lo reportado para polipropileno (PP), que es de 26.5 MPa (Hong et al., 2008). Esto significa que se requiere aplicar un mayor esfuerzo de tensión para romper un envase elaborado con PLA, en comparación con el que se utilizaría para un envase de PP. Se puede constatar que no existe una diferencia significativa en la resistencia a la tensión con la adición de FTY a la matriz de PLA. Esto coincide con lo reportado por Raghavendra et al. (2017), donde compararon las propiedades mecánicas de FTY en una matriz de resina epóxica. Estos autores reportaron que los biocompuestos con una sola capa de FTY, presentaron valores similares al polímero sin fibra. También se encontraron que el aumento en el número de capas de fibra, incrementa la resistencia a la tensión del material, ya que las FTY permiten una distribución uniforme de las fuerzas de tensión.
Tabla 1 Parámetros mecánicos de los biocompuestos obtenidos de los ensayos a tensión y flexión.
Table 1. Mechanical parameters of biocomposites from
tensile and flexural tests.
| Formulación | Resistencia a la tensión (MPa) | Módulo elástico (GPa) | Deformación a la fractura (mm/mm) | Resistencia a la flexión (MPa) | Módulo de flexión (GPa) |
|---|---|---|---|---|---|
| PLA | 47.9 ± 3.1ª | 1.3 ± 0.04ª | 0.071 ± 0.01ª | 88.1 ± 2.8ª | 3.4 ± 0.33ª |
| PLA/FTY | 39.5 ± 7.0ab | 1.4 ± 0.16ª | 0.036 ± 0.003b | 85.9 ± 7.9ª | 4.0 ± 0.35ª |
| PLA/FTY (AM) | 36.9 ± 4.6b | 1.9 ± 0.08c | 0.030 ± 0.004b | 79.4 ± 13.4ª | 3.6 ± 0.42ª |
| PLA/FTY (10 kGy) | 23.5 ± 3.3c | 1.6 ± 0.08b | 0.026 ± 0.004b | 53.5 ± 6.8b | 2.4 ± 0.18b |
* Letras diferentes por columna indican diferencias significativas (P<0.05)
Los tratamientos aplicados a las FTY, tanto AM como IG, disminuyeron la resistencia a la tensión, siendo estos valores similares a lo reportado para el PP. En todos los parámetros mecánicos, el tratamiento con IG a 10 kGy presentó valores significativamente inferiores con el resto de las formulaciones. Esto se debe a la naturaleza de la propia irradiación gamma, ya que la energía ionizante promueve la formación de radicales libres, el rompimiento de cadenas celulósicas y desestabilizando a las FTY (Haydaruzzaman et al., 2009).
En lo concerniente al módulo elástico de los biocompuestos, este parámetro indica la rigidez del biocompuestos. Los resultados de módulo elástico de los biocompuestos elaborados con FTY y los tratamiento AM e IG, presentaron incrementos significativos (P<0.05) de 46 % y 23 %, respectivamente. Generalmente, el aumento en la rigidez de un biocompuesto se debe a que la fibra impide la movilidad (deformación elástica) de la matriz, aumentando el módulo elástico del biocompuesto. Además, el tratamiento con AM puede estar mejorando la interacción y/o adhesión entre las FTY y PLA, permitiendo de esta manera una mayor trasferencia de deformación elástica entre los componentes, cuando es sometido a pequeños esfuerzos sin fracturas en la interface. Lo anterior, coincide con lo reportado por Hong et al. (2008) donde se encontró un aumento del módulo elástico del 22.4 % en los biocompuestos de PP reforzado con fibra de yute tratada con AM. Los resultados obtenidos de módulo elástico en los biocompuestos de PLA/FTY (AM) son similares a los reportados para polímeros destinados a envases rígidos destinados a alimentos congelados (Auras et al., 2005). En el resto de los tratamientos, no se encontraron diferencias significativas (P>0.05) en el módulo elástico de los biocompuestos en comparación con PLA puro.
En cuanto a la deformación a la fractura, este parámetro se considera un indicativo de la fragilidad del material. Por sí solo, el PLA es un polímero frágil, el cual se deforma menos con la adición de las FTY (Tabla 1). Los biocompuestos PLA/FTY disminuyen su deformación a la fractura en 49%, en comparación con las láminas de PLA puro. Esto era de esperarse, ya que el incremento del módulo elástico en los biocompuestos, en comparación con el PLA puro, se debe a la reducción de la deformación a la ruptura. Además, no se encontraron diferencias significativas (P>0.05) entre los tratamientos aplicados a las fibras, ya que el no permitir el flujo libre de las cadenas poliméricas del PLA en el biocompuesto, se presenta un incremento en el módulo elástico y una disminución en la deformación a la ruptura en materiales compuestos con fibras naturales (Faruk et al., 2012; Huq et al., 2013; Khan et al., 2014).
El parámetro de resistencia a la flexión indica el esfuerzo requerido para flexionar un material. Los biocompuestos presentaron valores promedio ligeramente inferiores en comparación con el PLA puro, pero esto se puede atribuir a la flexibilidad inherente de las fibras y su dificultad para transferir las fuerzas (compresión y tensión) en una prueba de flexión. Los biocompuestos con FTY tratadas con IG presentaron la menor resistencia a la flexión, siendo casi 40 % menor en comparación con el PLA puro. Algunos autores han reportado propiedades de flexión en sistemas de fibra de yute/polipropileno, en uno de estos trabajo se señala que el tratamiento de AM puede formar interacciones de tipo Van der Waals e incluso enlaces covalentes, entre el polímero y la fibra (Hong et al., 2008). Estos autores demuestran que la resistencia a la flexión aumenta al mejorar la adhesión entre la fibra de yute con la matriz polimérica. Asimismo, otro parámetro a considerar en el ensayo de flexión es su respectivo módulo (módulo de flexión). Entre más alto el valor del módulo de flexión, menor es la flexibilidad del material. Los tratamientos aplicados sobre las FTY permitieron una mayor interacción entre sus cadenas de celulosa y las cadenas del polímero, facilitando los desplazamientos entre ambas, al aplicar un esfuerzo de flexión (Siddika et al., 2014). El tratamiento que presentó el mayor y menor módulo de flexión fueron los biocompuestos con FTY sin tratamiento y la sometida a la irradiación gamma de 10 kGy, respectivamente.
Análisis mecánico dinámico
Esta prueba nos permite conocer la resiliencia del material cuando se le aplica un esfuerzo sinusoidal constante mientras se le aplica una rampa de calentamiento constante. Esto permite conocer las interacciones que ocurren en la interface entre los materiales. De los parámetros que se miden en este análisis se encuentra el módulo de almacenamiento (G’), el cual indica la cantidad de energía que puede almacenar el material en cada uno de los ciclos en lo que se aplica el esfuerzo (Khan et al., 2017). Como se observa en la Figura 1 (a), tanto el biocompuesto de PLA/FTY (AM) y PLA/ FTY pueden almacenar una cantidad superior de energía en comparación con PLA. Esto se relaciona directamente con una mejor interacción en la interface entre el PLA y las FTY sin tratamiento y con AM. Los biocompuestos de PLA/FTY con la fibra tratada con IG presentaron menores valores de módulo, por lo que este tratamiento no favorece la interacción fibra-matriz. La particularidad observada en los biocompuestos de PLA/FTY tratados con y sin AM, de un mayor G´, indica que pueden soportar mayores esfuerzos en los diferentes ciclos sinusoidales de temperatura. No obstante, se puede observar que las fibras tratadas con AM mantienen un mayor G´, después de la transición vítrea.
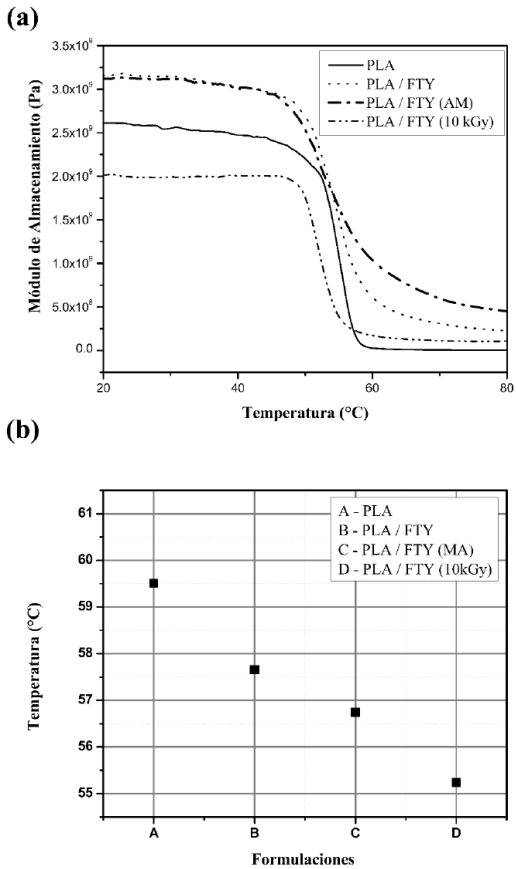
Figura 1 Comportamiento mecánico dinámico del PLA puro y los biocompuestos PLA/FTY. (a) módulo
de almacenamiento. (b) Valores de Tg a partir de los picos de la
tangente delta.
Figure 1. Dynamic mechanical behavior of neat PLA and
PLA/WJF biocomposites. (a) storage module. (b) Tg values from the
peaks of delta tangent.
En la Figura 1 (b), se encuentran los valores de la transición vítrea (Tg) calculados a partir de la tangente delta (tan δ) en PLA puro y los biocompuestos. La Tg es la temperatura que representa el movimiento de segmentos de la cadena de un polímero y es representado por el valor máximo de la tan δ (Menard, 1999). En la Figura 1 (b) se observa que la adición de FTY disminuye el valor de la Tg en comparación con PLA puro. Esto se debe a que las FTY reducen la capacidad del polímero de amortiguar cada ciclo de esfuerzo, al que es sometido durante el análisis mecánico dinámico (Hwang et al., 2013). Los resultados indican que la Tg del biocompuesto con FTY sometida a IG disminuye en aproximadamente 4.2 °C, con respecto al PLA puro.
Análisis termogravimétrico
El comportamiento térmico del PLA puro y los biocompuestos PLA/FTY elaborados se presenta en la Figura 2 (a). Los resultados presentaron un comportamiento acorde a lo esperado, se sabe que los biocompuestos presentan una temperatura de degradación térmica intermedia entre los componentes puros originales (Khan et al., 2017). De los tratamientos aplicados a las FTY indican que la funcionalización con AM aumentó en 8.5 °C la temperatura de degradación de los biocompuestos PLA/FTY (AM), en comparación con el biocompuesto sin tratamiento. Esto se puede atribuir a la formación de enlaces covalentes que forma AM entre la fibra y el polímero como se ha señalado previamente (Hong et al., 2008; Hwang et al., 2012). En cuanto a los biocompuestos con tratamiento de IG, se requirió de menos energía para degradar térmicamente al biocompuesto, esto es debido a que la radiación ionizante es capaz de romper las cadenas moleculares tanto de PLA como de FTY, permitiendo una mayor movilidad a menor temperatura (Haydaruzzaman et al., 2009). No obstante, tanto el tratamiento de las FTY con AM e IG permitieron obtener biocompuestos con una mayor estabilidad térmica que los reportados por Ni et al. (2015), donde estos autores utilizaron tratamiento enzimático para modificar la superficie de fibras de yute y reforzar la matriz de polipropileno. La degradación térmica tanto del PLA, la FTY y de los biocompuestos ocurre en una sola etapa, indicando que la mayor parte de los componentes se degradan en esa etapa. En la Figura 2 (b) se observa la primera derivada de los termogramas, en esta se puede notar que la FTY y el PLA tienen como temperaturas de descomposición 345 y 385 °C, respectivamente. Los biocompuestos con FTY tratadas con AM mostraron una temperatura de degradación de 375 °C, la cual es 8.5 °C mayor que el biocompuesto con FTY sin tratamiento. Esto significa el tratamiento con AM mejora la adhesión y forma una interface entre la FTY y el PLA, en comparación con PLA/FTY sin tratamiento.

Microscopía electrónica de barrido (MEB)
En la Figura 3 se observan las microfotografías de los biocompuestos de PLA/FTY, PLA/FTY (MA) y PLA/FTY (10 kGy). En las tres composiciones se observan zonas de fracturas típicas de materiales frágiles. El PLA cedió primero ante las fuerzas de tensión, que la fibra (Figura 3 (a)). En la Figura 3 (b) se observa la microfotografía del biocompuesto formulado con FTY tratada con AM. En esta micrografía se aprecia a la fibra embebida en la matriz de PLA, así como la fractura de la fibra. La adhesión que se da entre el polímero y las FTY funcionalizadas con AM es mayor que en el biocompuesto sin tratamiento, por eso se observan filamentos que concuerdan con una fractura del tipo dúctil. En contraste, en la Figura 3 (c) se señalan las cavidades donde estuvieron presentes las FTY, pero éstas fueron extraídas por las fuerzas aplicadas. Las FTY fueron deslizadas y desprendidas de su posición original, lo que indica que la adhesión entre la fibra y el polímero no fue tan fuerte como en los casos anteriores (Huq et al., 2013). La adhesión entre PLA y FTY tratada con IG no fue lo suficientemente fuerte como para transferir las fuerzas de tensión a las fibras y éstas cedieron. Esto concuerda con lo reportado por Raghavendra et al. (2017), donde estos autores reportan que la fibra de yute sin tratamiento no se adhiere a la matriz de resina epóxica y se observan zonas de fractura similares a las encontradas en los biocompuestos de PLA/FTY y PLA/FTY (10 kGy). En las microfotografías de PLA/FTY (10 kGy) no se encontraron fibras completamente rotas como en los otros tratamientos.

Conclusiones
Se realizaron biocompuestos de PLA y FTY, los cuales permiten aprovechar las FTY a través de una alternativa novedosa para obtener nuevos biocompuestos biodegradables que permitan sustituir a los polímeros derivados del petróleo. Debido a que las FTY no tienen una buena adhesión con la matriz de PLA, las FTY se sometieron a dos tratamientos fisicoquímicos, el AM y la IG. Los tratamientos estudiados en este trabajo demostraron que el biocompuesto con la funcionalización con AM posee características superiores al PLA puro, con un incremento en los módulos elástico, de flexión y almacenamiento. Además, su temperatura de descomposición térmica fue superior al biocompuesto PLA/FTY sin tratamiento. La disminución en la resistencia a la tensión después de añadir las FTY en la matriz de PLA permitió obtener valores similares al PP, un material utilizado ampliamente en envases rígidos para alimentos. Estos resultados son evidencia que se pueden encontrar materiales a bajo costo que sean biodegradables y susceptibles de emplearse como material para envases rígidos. Además, se entreabre el camino para el aprovechamiento de otras fibras naturales.

