











 nueva página del texto (beta)
nueva página del texto (beta) Inglés (pdf)
Inglés (pdf)
 Artículo en XML
Artículo en XML Referencias del artículo
Referencias del artículo
 Enviar artículo por email
Enviar artículo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
Permalink1. Introduction
Elastomers such as natural rubber and synthetic rubber are amorphous and viscoelastic. They have low mechanical and thermal properties (Blow, 1987). To improve their properties, fillers are added into the rubber matrix during the curing process (Sisanth et al., 2017). However, several parameters such as the volume fraction (Ismail & Khalaf, 2011; Ravikumar et al., 2019), particle shape and size (Chalykh et al., 2018; Chuayjuljit et al., 2002; Yang et al., 2006), the interaction between filler-filler and filler- matrix govern the final properties of the composites (Bokobza, 2004; Wang et al., 2013).
Carbon black is the oldest and commonly used reinforcing filler for rubber composites (Blow, 1987). However, for each composition, the optimum filler size and load must be determined to ensure the best dispersion and compatibility between the filler particles and the matrix, while respecting the properties required (El-Gamal, 2019; Yasir et al., 2015).
On the other hand, blending elastomers has attracted much attention in the rubber industry to create rubber compound with better properties (Abdelsalam et al., 2020; Jovanović et al., 2018; Ismail et al., 2001; Markovic & Visakh, 2017; Nambiathodi & Varghese, 2019). But, there are key parameters that have influences on the final properties like blend ratio, dispersion of each compound and molecular interaction (Bohn,1968; Jovanović et al., 2018).
Natural rubber (NR) is a nonpolar elastomer with good tear, tensile strength, wear and tack properties (Blow, 1987). It has a dissipation factor, low heat buildup and good electrical insulating properties. It is poor in weather and ozone resistance, oil and fuel resistance, compression set, gas permeability and thermal ageing resistance (Sisanth et al., 2017).
Nitrile rubber (NBR) is a polar elastomer, possessing high resistance to hydrocarbon oils. But it is disadvantaged by their low mechanical performances (Blow, 1987). The blending together of natural rubber (NR) and nitrile rubber (NBR) allows producing a vulcanizate with best properties from each component (Ismail et al., 2001; Sirisinha et al., 2001). In natural rubber (NR)/ nitrile rubber (NBR) blends, results indicate that the carbon black particles diffuse and fill in the NBR network (Han et al., 2020).
In this work, a formulation used for the development of shoe soles was used. For that a blend of NR/NBR with 65:35 ratio was used and filled with different contents of carbon black of the type N330 (semi- reinforcing furnace). The curing and mechanical properties such as tensile strength, elongation at break, hardness and abrasion resistance of the blend were investigated; in order to determine an optimal concentration of carbon black which gives the best mechanical and wear behavior.
The interesting findings are that the tensile strength and the abrasion resistance of the blend increase with the addition of carbon black, up to 50 phr. After, these properties decrease with the increasing of the filler content.
2. Materials and methods
2.1. Materials
All rubber gums and chemicals employed in the current study were provided by Technoflex Company for rubber products (Berraki, Algiers, Algeria). All materials were used as received.
A mixture of 65% Natural rubber type Ribbed Smoked Sheet (RSS3) and 35% Acrylonitrile-Butadiene rubber (NBR with acrylonitrile content of 33%.) was prepared, using a laboratory two roll mixing mill at room temperature. After forming a smooth band of rubbers, additives such as activators (ZnO and Stearic acid), antidegradation (IPPD and TMQ), plasticizer (paraffinic oil) and filler (carbon black N330) were added slowly into the mixer. Then, accelerators (CBS and TMTM) and curing agent (Sulfur) were introduced into the mixture. The rubber compounding ratios are summarized in Table 1, where ‘phr’ stands for (weight) parts per hundred concerning with rubber.
After the mixing process, the vulcanization was carried out at 160 °C for the predetermined optimum curing time (tc90) in an electrically heated press under a pressure of about 14 MPa to get a vulcanized rubber sheet.
2.2. Curing characteristics
Curing parameters such as minimum torque (ML), maximum torque (MH), torque difference (MH-ML), scorch time (ts2) and optimum curing time (tc90) were determined according to ASTM D2084 standard with an oscillating disc rheometer (R100 S). The measurements were carried out at 160°C with an amplitude of 3° arc for 8 minutes.
2.3. Hardness test
The hardness of the cured rubber composites was measured using the Shore A hardness scale (Zwick digital Shore hardness tester, Germany) at room temperature, according to ASTM D 2240 standard. The measured hardness for each sample is the average of five measurements at different positions.
2.4. Tensile test
The tensile strength, tensile modulus and elongation at break measurements were carried out at room temperature on a tensile machine (Zwick 2.5) according to ASTM 412 standard. The specimen was cut in dumb-bell shaped and the measured length is 25 mm. The specimen was symmetrically fixed in the grips of the testing machine to achieve uniform tension distribution over the cross-section. For each sample, three measurements were taken, and the speed of jaw separation was 500 mm/min. The tensile strength, tensile modulus and elongation at break data were estimated from stress-strain curves.
2.5. Abrasion test
Abrasion test is conducted to determine the life of the product. The test was conducted in a rotary drum abrasion tester according to ISO 4649 standard. A cylindrical shaped piece with a length of 6 mm and diameter of 16 mm is abraded across a surface of known abrasiveness for 40 m under a static load of 2.5 N. Subsequent loss in weight is noted down, and Relative volume loss (∆ Vrel) was calculated to find out the abrasion efficiency of the compound by the standard given formula in equation (1).
Where Δm𝑡 is the mass loss of the test sample in mg, Δ𝑚const is the determined mass loss of the reference rubber in mg, 𝜌t is the density of the test sample in g/cm3 and Δmr is the loss of mass of reference. The density of the rubber composites was measured with a densimeter agreeing to ASTM D792. The reference density used in our case is of water.
3. Results and discussion
3.1. Curing characteristics
Curing parameters for NR/NBR (65/35) matrix, filled with different contents of carbon black, are given in Table 2. ML is a measure of rigidity and viscosity of unvulcanized rubber and an indicator for its processability (Abdelsalam et al., 2020). MH is the maximum torque reached in the curing test; it is directly related to the modulus of the compound; thus, it measures the stiffness of the compound. The difference between MH and ML is known as the state of cure (Ismail & Khalaf, 2011) and it measures the crosslink density of the composite or the strength of the filler particles inside the matrix. tc90 is the time elapsed to reach 90% of the MH and ts2 is the time taken for the ML to increase by two units and it indicates how fast the material starts to be vulcanized(Abdelsalam et al., 2020).
Table 2 Curing characteristics of the rubber compounds at different ratio of CB.
| CB (phr) | Curing properties | |||||
| MH (dNm) | ML (dNm) | MH-ML (dNm) | ts2 (min) | t90 (min) | CRI (min-1) | |
| 0 | 13.64 | 2.54 | 11.10 | 5.50 | 6.47 | 103.09 |
| 10 | 15.89 | 3.60 | 12.29 | 4.26 | 5.16 | 111.11 |
| 30 | 17.49 | 3.38 | 14.11 | 3.56 | 4.31 | 133.33 |
| 50 | 19.74 | 3.70 | 16.04 | 3.38 | 4.26 | 113.64 |
| 70 | 23.48 | 4.50 | 18.98 | 2.87 | 3.85 | 102.04 |
| 90 | 43.57 | 9.50 | 34.07 | 2.38 | 3.52 | 87.71 |
| 110 | 27.81 | 9.44 | 18.37 | 2.07 | 3.11 | 96.15 |
CRI defines the rate of vulcanization process and is determined from equation (2).
During vulcanization, the maximum torque (MH), the minimum torque (ML) and the difference (MH-ML) increase with the addition of the filler, this indicates an improvement in the matrix-filler adhesion. At 110 phr of CB, composites became brittle, that’s why the torque difference decreases. The scorch time (ts2) and optimum curing time (tc90) decrease with increasing of the filler content. It is due to the high surface area of the filler, which generates more heat during the curing process and the reaction starts more readily (Ravikumar et al. 2019).
CRI increase with increasing of filler which means that carbon black accelerates the reaction between sulfur and rubber compounds (Ismail & Khalaf, 2011). But at 90 and 110 phr, this value decreases. This is can be attributed to the brittle aspect of rubber composites.
3.2. Hardness test
The hardness of the different samples is illustrated in figure 1. It shows a remarkable increase in the hardness with increasing filler content and a linear relationship between hardness and filler content is observed. This confirms that carbon black is a reinforcing filler in rubber blends.

3.3. Tensile test
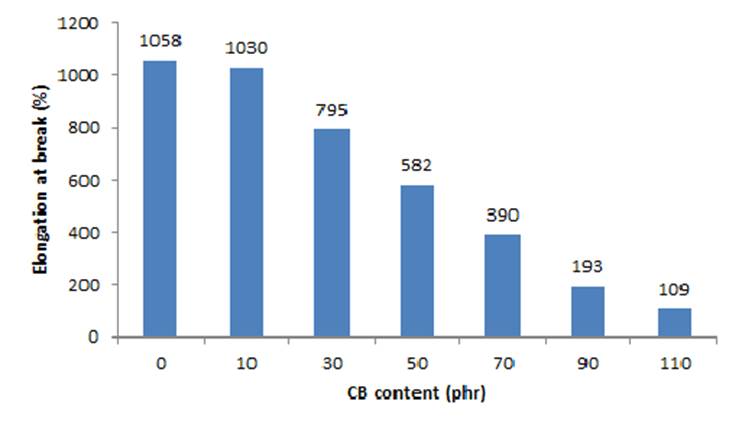
The tensile properties of NR/NBR (65/35) blend filled with different content of carbon black are summarized in table 3 and illustrated in figures 2, 3 and 4.
Table 3 Mechanical properties of rubber compounds at different ratio of CB.
| C B (phr) | Mechanical property | ||
| Tensile strength (MPa) | Tensile modulus (MPa) | Elongation at break (%) | |
| 0 | 11 | 1 | 1058 |
| 10 | 13 | 2 | 1030 |
| 30 | 16 | 4 | 795 |
| 50 | 17 | 9 | 782 |
| 70 | 14 | 14 | 390 |
| 90 | 11 | 20 | 193 |
| 110 | 8 | 18 | 109 |
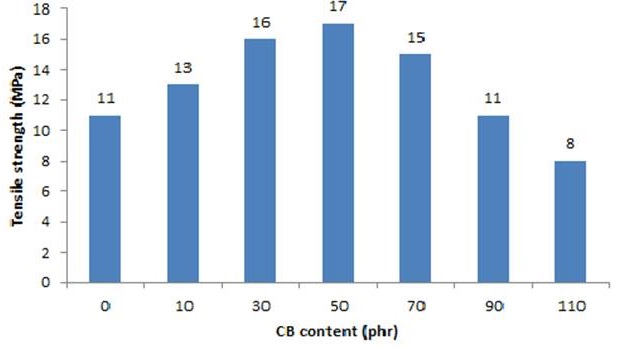

Tensile strength increases with the addition of filler up to a concentration of 50 phr. After, this feature decreases at 70, 90 and 110 phr of carbon black (figure 2). This can be attributed to the agglomeration of carbon black particles due to the insufficient amount of rubber to contain the filler (Han et al., 2020).
In addition, it shows a remarkable increase in the tensile modulus (E) with increasing filler content (figure 3), which confirms that carbon black is a reinforcing filler in the rubber matrix. At 110 phr of carbon black, rubber became brittle, that's why the tensile modulus decreases.
On the other hand, the elongation at break (%) decreases with increasing filler loading (figure 4). This reduction is due to the adherence of the filler to the polymer phase leading to the increase in the stiffness of the polymer chain and hence limiting the elongation (El-Gamal, 2019).
3.4. Abrasion test
The abrasion resistance of rubber is affected mainly by fillers and it is greater when less loss volume is shown. The relative volume loss of NR/NBR (65/35) blend filled with different content of CB are summarized in table 4 and illustrated in figure 5.
Table 4 Relative volume loss of rubber compounds at different ratio of CB.
| CB (phr) | |||||||
| 0 | 10 | 30 | 50 | 70 | 90 | 110 | |
| Relative Volume loss ∆Vrel (cm3) | 168 | 146 | 51 | 49 | 82 | 90 | 117 |

When carbon black is added to rubbers blend, the loss of volume decreases up to 50 phr of filler. This indicates a good interaction between the filler and the polymer, and the abrasion resistance is greater. After, this feature decreases at 70, 90 and 110 phr of carbon black. This can be attributed to the agglomeration of carbon black particles due to the insufficient amount of rubber to contain the filler (El-Gamal, 2019).
4. Conclusions
This study investigated the curing and mechanical properties of natural rubber and acrylonitrile butadiene rubber blend (65/35) filled with different content of carbon black. It has been noticed that:
The rheometric characteristics showed that MH increased with increasing carbon black concentration. This indicated that there was an improvement in the filler-rubber interaction.
The mechanical properties registered an improvement with increasing filler concentration. This indicated that carbon black had a reinforcing effect in the NR/NBR matrix.
Shore A hardness of rubber composites increased with the filler adding; this is due to the adding of hard particles.
There is an optimal concentration of filler in which abrasion resistance and tensile strength are the best. This value is 50 phr of carbon black.

